
Trong các dây chuyền lắp ráp tự động, đặc biệt là trong ngành sản xuất linh kiện cơ khí chính xác, việc kiểm soát kích thước và sai lệch trong giới hạn cho phép là yếu tố sống còn. Một thiết bị không thể thiếu trong các công đoạn kiểm tra đó chính là đồng hồ so điện tử (digital indicators). Trong số các sản phẩm của thương hiệu Mahr (Đức), hai dòng đồng hồ so MarCator 1086 và MarCator 1087 BRI thường được các kỹ sư cân nhắc sử dụng. Vậy, đâu là lựa chọn tối ưu cho dây chuyền sản xuất hiện đại?

Khi các nhà máy tại Việt Nam bước vào kỷ nguyên sản xuất thông minh (Smart Manufacturing), bài toán không chỉ nằm ở máy gia công tốc độ cao mà còn ở hệ thống đo kiểm chính xác – nơi chất lượng sản phẩm bắt đầu và kết thúc. Trong bối cảnh đó, thước đo cao MICRO-HITE+M 900 – dòng thiết bị đo chiều cao điện tử cao cấp của TESA Technology (Thụy Sĩ) – đang trở thành một phần không thể thiếu trong chiến lược kiểm soát chất lượng của các doanh nghiệp cơ khí tiên tiến.
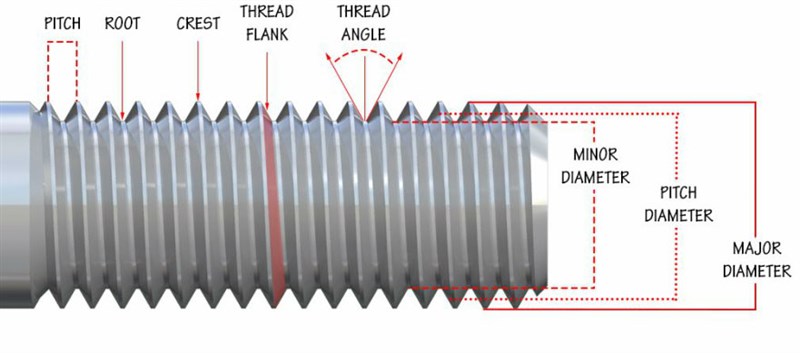
Ren API (American Petroleum Institute) đóng vai trò sống còn trong ngành công nghiệp dầu khí, đảm bảo tính toàn vẹn và an toàn của các kết nối trong điều kiện khắc nghiệt. Việc kiểm tra ren API một cách chính xác là vô cùng quan trọng, nhưng các phương pháp truyền thống đôi khi gặp nhiều thách thức.
Thước đo độ cao như tên gọi dùng để đo độ cao một cách chính xác, có nguyên tắc làm việc giống với thước cặp nhưng được gắn trên một thân thẳng đứng chuyên để đo theo hướng từ trên xuống.

Cấu tạo của thước đo cao

Thước đo cao cơ khí
Thước đo cao đồng hồ có thiết kế hàm đo bằng vật liệu cacbua điều này giúp hàm đo có độ cứng và độ bền cao. Ngoài ra được trang bị thêm vít kẹp để gắn đối tượng đo một cách dễ dàng cho kết quả đo chính xác an toàn. Với thiết kế kẹp linh hoạt hỗ trợ cho việc di chuyển thoái mái bằng tay ở mọi vị trí đo trên thước. Kết quả đo được hiển thị rõ ràng trên mặt đồng hồ đo, dễ dàng đọc số đo.

Thước đo cao điện tử
Thước đo cao có độ chính xác thường được sử dụng để đo lường theo chiều dọc của đối tượng hoặc đánh dấu khoảng cách thẳng đứng từ các cở sở của một đối tượng đo. Các vị trí đo theo chiều dọc của đối tượng và con trỏ tren thước được thay đổi bằng cách di chuyển vít đo hoặc bánh xe thay đổi giá trị đo. Số đo được đọc trên thân thước hoặc đồng hồ đo và có một kẹp vít giữ con trỏ để đo. Các con trỏ thường được thiết kế mũi nhọn để dễ dàng thực hiện phép đo hoặc được sử dụng để đánh dấu vị trí trên đối tượng đo. Thước đo cao đồng hồ thường được sử dụng trong sản xuất, gia công và chế tạo cơ khí.
(84) 896 555 247