
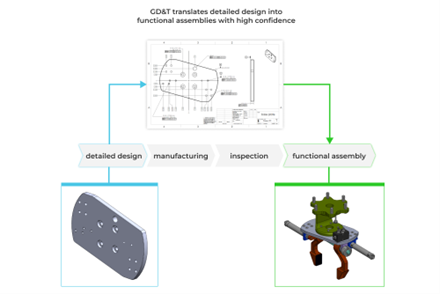
Trong ngành kỹ thuật cơ khí và sản xuất, kỹ thuật về kích thước dung sai hình học (GD&T) đóng vai trò quan trọng trong việc tạo ra các thiết kế chính xác, chức năng và chất lượng cao. Nhưng GD&T thực sự là gì và tại sao nó lại quan trọng đối với thiết kế chức năng của chi tiết?
GD&T là ngôn ngữ chung của ngành công nghiệp sản xuất linh kiện chính xác, giúp chúng ta giao tiếp hiệu quả và sản xuất ra những sản phẩm có chất lượng cao nhất. GD&T là một hành trình không ngừng học hỏi và khám phá, mở ra những cơ hội mới cho sự phát triển của ngành công nghiệp.

GD&T là ngôn ngữ chung của ngành công nghiệp sản xuất linh kiện chính xác, giúp chúng ta giao tiếp hiệu quả và sản xuất ra những sản phẩm có chất lượng cao nhất. GD&T là một hành trình không ngừng học hỏi và khám phá, mở ra những cơ hội mới cho sự phát triển của ngành công nghiệp. Cùng tìm hiểu tại sao việc đào tạo GD&T cho sinh viên là cần thiết trong bài viết này.
Độ vuông góc là sai lệch △ giữa điểm lớn nhất và điểm nhỏ nhất của mặt phẳng thực so với một bề mặt chuẩn một góc 90º. Khoảng cách giữa chúng là độ vuông góc
Độ vuông góc là sai lệch △ giữa điểm lớn nhất và điểm nhỏ nhất của mặt phẳng thực so với một bề mặt chuẩn một góc 90º. Khoảng cách giữa chúng là độ vuông góc
Người ta chia độ vuông góc ra làm 2 cách biểu diễn:
Người ta quy ước dung sai độ vuông góc bề mặt là dung sai kiểm soát độ vuông góc giữa hai bề mặt ở vị trí 90°. Độ vuông góc bề mặt được kiểm soát bằng hai mặt phẳng song song, khoảng cách giữa 2 mặt phẳng song song này là dung sai độ vuông góc như mô tả hình 1
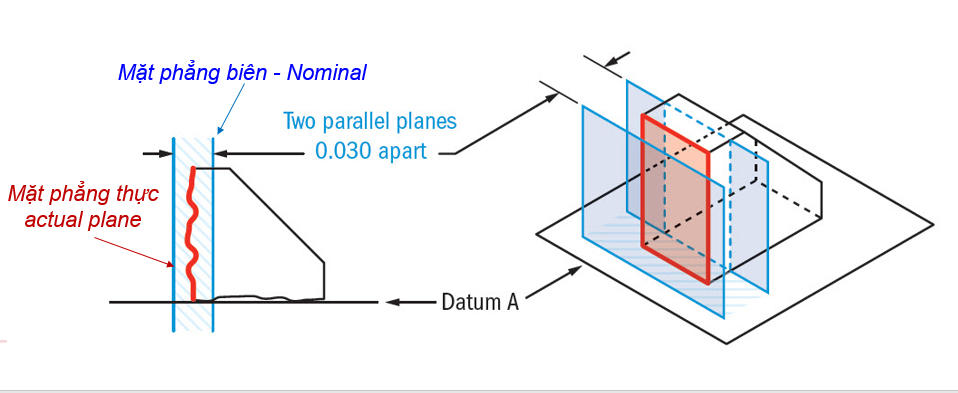
Hình 1. Biểu diễn dung sai độ vuông góc trên bề mặt
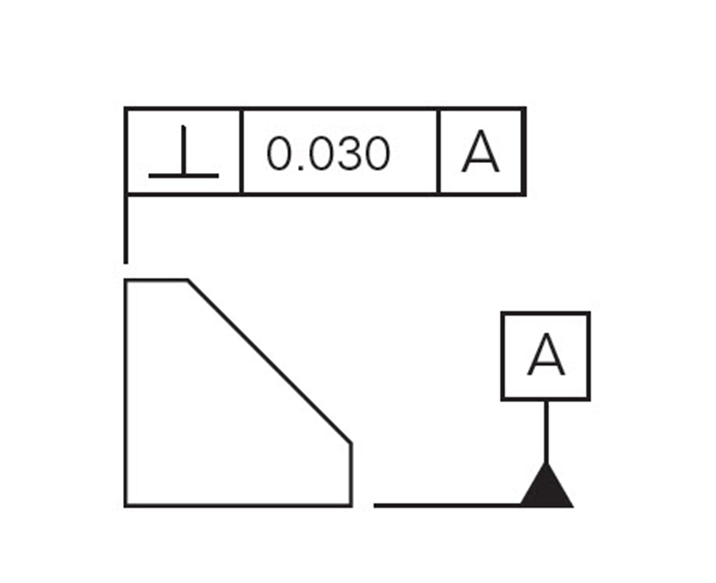
Hình 2. Cách biểu diễn kiểm soát độ vuông góc trên bề mặt trong bản vẽ
Dung sai độ vuông góc kiểm soát bằng vùng dung sai trục có thể được áp dụng cho trụ hoặc lỗ như mô tả hình 3. Toàn bộ các điểm nằm trong vùng dung sai trong giới hạn trục như hình mô tả. Người ta thường áp dụng MMC để mở rộng vùng dung sai của trục này cho việc gia công được dễ dàng mà vẫn đảm bảo dung sai lắp ráp.
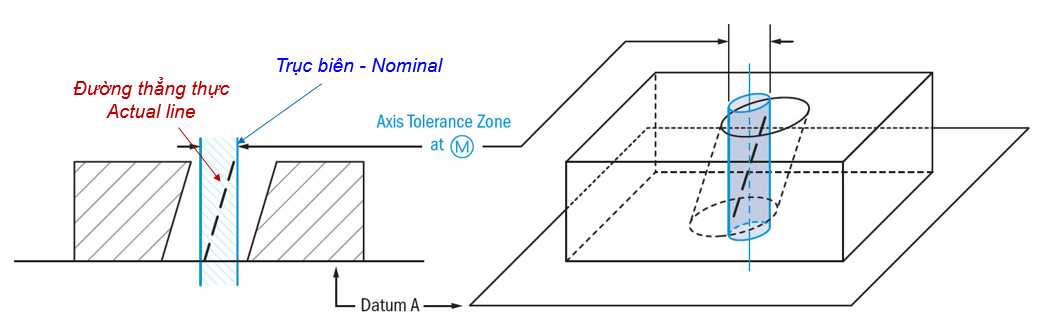
Hình 3. Biểu diễn dung sai độ vuông góc trên trục
Về ví dụ cách biểu diễn kiểm soát độ vuông góc trên trục như hình 4, người ta chỉ trực tiếp vào trục, lỗ, rãnh then. Và thêm cả kí hiệu chữ M cho điều kiện vật liệu tối đa, dung sai mở rộng.
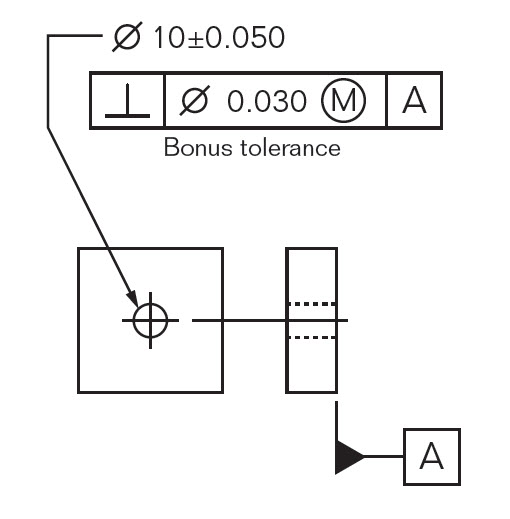
Hình 4. Cách biểu diễn kiểm soát độ vuông góc trên trục trong bản vẽ
Đọc thêm:
Độ vuông góc nằm trong nhóm dung sai tương quan hình học và yêu cầu mặt chuẩn để so sánh những . Dung sai này cũng áp dụng điều kiện vật liệu MMC và LMC

Hình 5. Vị trí của độ vuông góc trong bảng dung sai hình học GD&T trong tiêu chuẩn ASME Y14.5 2009
Vậy để kiểm soát kích thước có áp dụng MMC thì như thế nào? Ví dụ về kiểm soát độ vuông góc 0.03 có áp dụng MMC, thì nếu đối tượng là lỗ thì dung sai của pin gauge được dùng để đo lỗ này phải tính theo công thức lỗ nhỏ nhất tại MMC trừ đi phần dung sai độ vuông góc như công thức bên dưới, với trường hợp chốt thì ngược lại như công thức bên dưới:
Kích thước đo cho lỗ:
Gauge Ø (thước chốt)= Min Ø của lỗ (MMC) – Dung sai độ vuông góc
Kích thước đo cho trục:
Gauge Ø (thước lỗ) = Max Ø của chốt (MMC) + Dung sai độ vuông góc
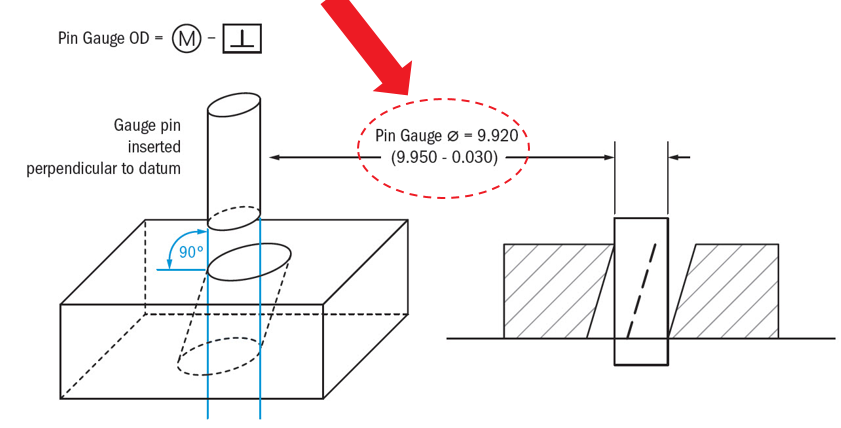
Hình 6. Mô tả về công thức áp dụng MMC cho lỗ
Lấy ví dụ về 1 chốt pin có kiểm soát kích thước độ vuông góc và thêm điều kiện vật liệu MMC như hình 7. Với chốt có có dung sai 0.05 như hình ta tính được giá trị VC 16.034 như hình, đây là đường bao ngoài, cái mà bắt buộc toàn bộ chốt phải nằm bên trong, còn cách tính đường bao VC như nào thì mình sẽ giải đáp trong 1 video khác. Lúc này với điều kiện vật liệu tối đa là 15.966 tức là ở MMC tại trục có giá trị nhỏ nhất thì dung sai vuông góc lúc này đạt trạng thái max, bằng 0.068. Còn cách tính dung sai tại MMC như nào thì các bạn có thể tham khảo thêm bài 7 nói về MMC LMC trong series đào tạo GD&T của mình nhé.
Đọc thêm:
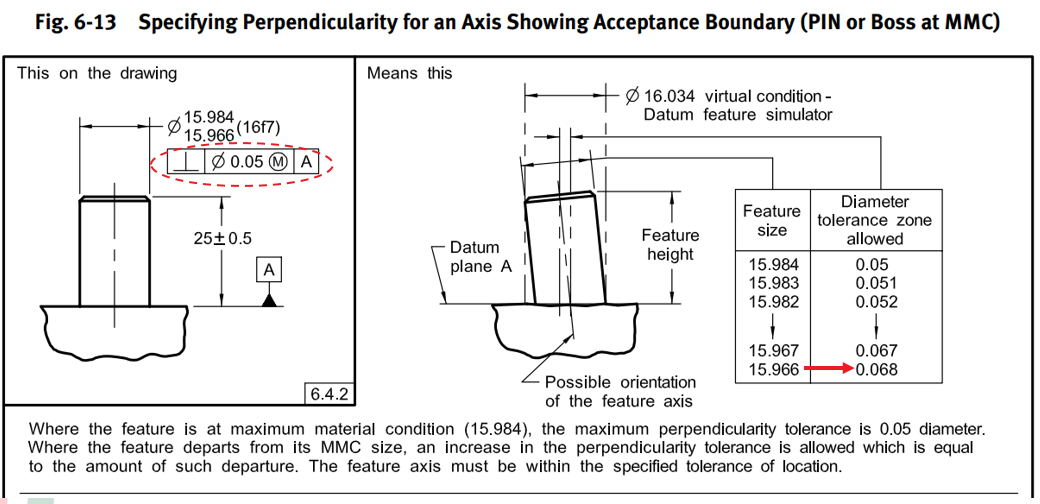
Hình 7. Độ vuông góc kiểm soát
Đối với trường hợp kiểm soát độ vuông góc với 2 datum ta xét ví dụ sau:
Người ta quy ước là 2 mặt phẳng song song xác định dung sai 0.12 như hình phải vuông góc với Datum A và Datum B sinh ra để xác định thêm 1 hướng cho 2 mặt phẳng này, lúc đó hướng của 2 mặt phẳng này ngoài vuông góc với A thì còn song song với B. Hiểu 1 cách đơn giản là đối tượng được kiểm soát độ vuông góc trong trường hợp này vừa được lắc quanh vùng dung sai 0.12 theo hướng vuông góc với A, mà vẫn bị giằng buộc theo hướng song song với B trong khoảng 0.12 như mô tả hình 7.
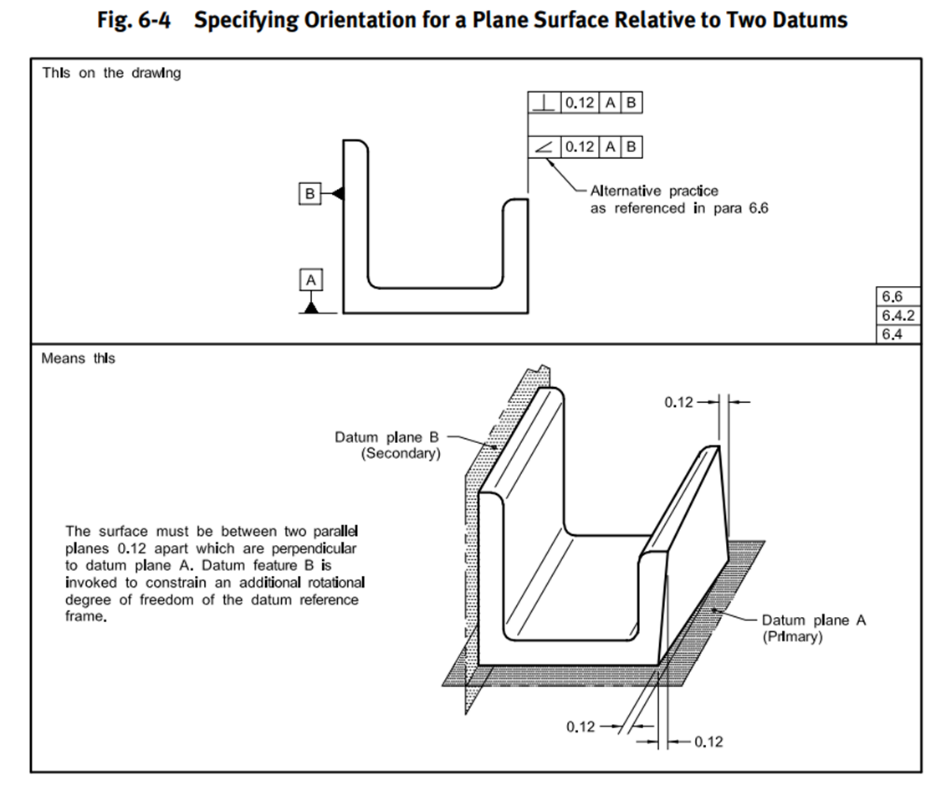
Hình 7. ASME giải thích về kiểm soát độ vuông góc bằng 2 mặt chuẩn
Đối với việc kiểm soát trên vùng dung sai chiếu ASME giải thích như hình 7.
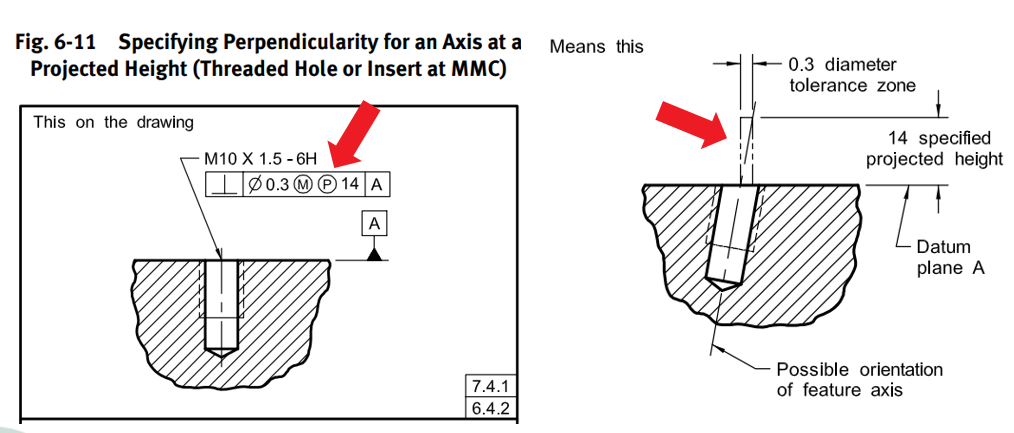
Hình 8. Biểu diễn vùng dung sai chiếu (project height)
Chữ P được hiển thị trong ô dung sai như hình, giá trị 14 được tính từ bề mặt trên của lỗi, với ý nghĩa độ vuông góc lúc này được kiểm soát thêm một khoảng 14 tính từ mặt phẳng trên.
>>> Tham khảo thêm về dung sai độ vuông góc video Youtube bên dưới:
Quý khách hàng quan tâm tìm hiểu khóa đào tạo GD&T của V-Proud, vui lòng liên hệ hotline (+84) 896 555 247 để được tư vấn và giải đáp.
#GD&T #kienthucdoluong #banvekythuat #V-Proud #daotaodoluong
Đọc thêm:
(84) 896 555 247