

Trong bối cảnh sản xuất hiện đại, nơi yêu cầu về tính linh hoạt, độ chính xác và tốc độ xử lý dữ liệu ngày càng trở nên khắt khe, các giải pháp đo lường di động đóng vai trò thiết yếu trong việc duy trì kiểm soát chất lượng ngay tại hiện trường. Đáp ứng xu thế đó, Mahr đã phát triển dòng thiết bị đo độ nhám di động MarSurf PS 10, MarSurf M 310 và MarSurf M 410

Mahr tiếp tục khẳng định vị thế tiên phong trong lĩnh vực đo lường chính xác với trạm đo mới MarSurf LD 140/LD 280, tích hợp khả năng đo đồng thời độ nhám và đường viền – tất cả chỉ trong một phép đo duy nhất. Đây là giải pháp lý tưởng dành cho các doanh nghiệp cần kiểm soát chất lượng cao nhưng vẫn tối ưu chi phí và thời gian sản xuất.

Trong các ngành sản xuất hiện đại như ô tô, hàng không, cơ khí chính xác, việc kiểm soát chất lượng các chi tiết quay (shaft) như trục cam, trục truyền động, bánh răng là yếu tố then chốt để đảm bảo độ bền và hiệu suất sản phẩm. Đặc biệt, với các chi tiết đòi hỏi độ chính xác cao, việc sử dụng các phương pháp đo truyền thống ngày càng bộc lộ nhiều hạn chế.
ĐỊNH NGHĨA VÀ PHƯƠNG PHÁP ĐO ĐỘ TRÒN
Xét về lĩnh vực kỹ thuật cơ khí chế tạo, vì số lượng lớn và tính ứng dụng cao của các chi tiết có hình dạng tròn trụ như trục truyền động, ổ lăn, bạc lót… nên dung sai độ tròn trở thành một thông số hình học cơ bản và quan trọng. Trong môi trường sản xuất, các nguyên nhân gây ra sai lệch độ tròn có thể do sai lệch chuyển động của trục chính máy gia công, bôi trơn không đủ, dụng cụ cắt bị mài mòn, v.v…
Việc sai lệch độ tròn có được quản lý tốt hay không sẽ ảnh hưởng đến độ chính xác mối ghép hoặc các cơ cấu chuyển động, hiệu suất và tuổi thọ của các sản phẩm cơ khí.
Biên dạng thực tế của các chi tiết gia công hình trụ luôn có sự sai lệch so với hình dạng lý tưởng. Bằng phương pháp sử dụng một thiết bị cào biên dạng, người ta có thể tái hiện được biên dạng gia công thực tế, so sánh nó với hình dạng lý tưởng và đánh giá độ sai lệch, để đưa ra giá trị sai lệch độ tròn.
Hình tròn bình phương nhỏ nhất (LSC) là hình tròn nằm gọn bên trong biên mặt cắt biên dạng của chi tiết, giữa đỉnh cao nhất và đáy thấp nhất của biên dạng, sao cho tổng diện tích tạo bởi phần biên dạng nằm phía ngoài hình tròn này đúng bằng diện tích tạo bởi phần biên dạng nằm phía trong hình tròn( xem hình 2). Phương pháp này chia mặt cắt biên dạng thành rất nhiều “mảnh” nhỏ để tính toán nội suy biên dạng mặt cắt thành 1 dạng hàm số cụ thể, theo đó diện tích các vùng tạo bởi phần biên dạng trong “mảnh đó” được tính toán dựa vào phương pháp tích phân của hàm số nội suy.
Tương ứng với mỗi phương pháp chia nhỏ mặt cắt biên dạng, chỉ tồn tại duy nhất một hình tròn thoả mãn định nghĩa trên, do đó hình tròn bình phương nhỏ nhất( LSC) là duy nhất, và độ chính xác của nó phụ thuộc vào số “mảnh” được chia.
Tâm của LSC sau đó được sử dụng để vẽ một đường tròn nội tiếp và một đường tròn ngoại tiếp với mặt cắt biên dạng. Sai lệch độ tròn được định nghĩa bằng sai lệch về bán kính của hai đường tròn này.
Việc tính toán thủ công của LSC tốn rất nhiều công sức nhưng đạt độ chính xác không cao, do mặt cắt biên dạng chỉ được chia thành một số ít các “mảnh”. Tuy nhiên với sự phát triển của công nghệ, các công cụ kỹ thuật số mới hơn đã giúp đơn giản hóa quy trình nội suy này một cách đáng kể
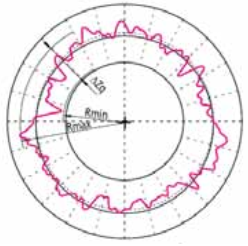
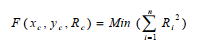
Hàm số xác định toạ độ của đường tròn bình phương nhỏ nhất được xác định bằng tổng nhỏ nhất của bình phương các sai lệch tính từ điểm đo đến đường tròn LSC theo phương pháp tuyến.
Liên hệ với chúng để được tư vấn chi tiết hơn:
CÔNG TY CỔ PHẦN V-PROUD
(84) 89 664 8269 – Ms Ngọc Anh
(84) 89 663 8269 – Mr Trường
(84) 89 662 8296 – Ms Huyền Trang
(84) 896 555 247