

Trong thế giới công nghệ không ngừng phát triển, sự tiện lợi và hiệu quả luôn là mục tiêu hàng đầu. Và KSCAN-E, sản phẩm máy quét 3D hàng đầu từ Scanology chính là câu trả lời hoàn hảo cho mục tiêu đó. Với thiết kế thông minh, hoàn toàn không dây và tích hợp nhiều tính năng đột phá, KSCAN-E không chỉ là một công cụ, mà là một cuộc cách mạng trong lĩnh vực đo lường và thiết kế ngược.
Trong bối cảnh ngành công nghiệp 4.0 đang phát triển mạnh mẽ, nhu cầu về các giải pháp quét 3D tốc độ cao, chính xác và linh hoạt ngày càng trở nên cấp thiết. SCANOLOGY, một trong những nhà sản xuất hàng đầu thế giới về công nghệ quét 3D, vừa chính thức trình làng hai sản phẩm chiến lược mới: Máy quét 3D không dây KScan-E và máy quét cầm tay thông minh Simscan Gen 2. Bộ đôi này hứa hẹn sẽ định hình lại tiêu chuẩn về hiệu suất và sự tiện lợi trong các ứng dụng công nghiệp.

Trong ngành hàng không vũ trụ, nơi độ chính xác và hiệu quả là yếu tố sống còn, việc tối ưu hóa quy trình đo lường là chìa khóa để duy trì lợi thế cạnh tranh. Meyer Tool, nhà sản xuất linh kiện động cơ hàng không hàng đầu tại Cincinnati, Ohio, đã tìm thấy giải pháp đột phá với hệ thống đo so sánh Equator™ của Renishaw. Giải pháp này không chỉ thay thế hiệu quả các thiết bị đo cứng truyền thống mà còn mang lại những lợi ích vượt trội về chi phí và năng suất.
Bằng cách sử dụng Radian Plus Laser Tracker với phụ kiện vProbe, Dịch vụ API đã tạo quy trình 4 bước sau để tăng tốc quy trình đồng thời giảm sai sót tối đa khi định vị xuống 0,2mm trên phạm vi đường ray 90m.
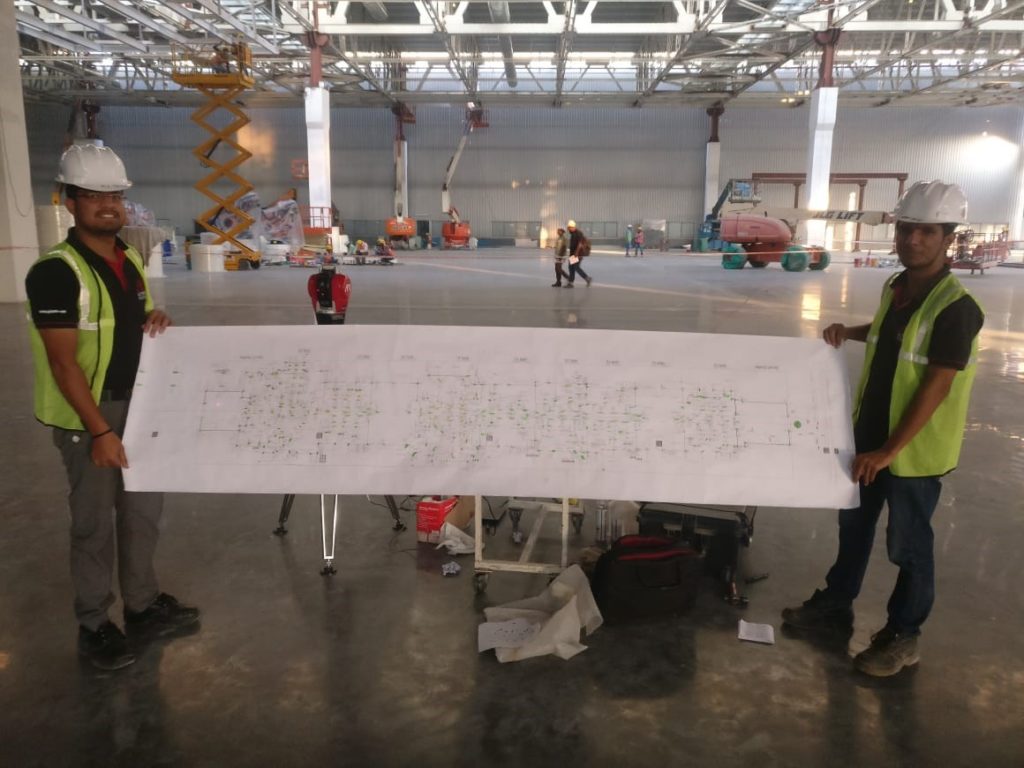
Nhà máy lắp đặt dây chuyền robot hàn dài 90m. Ban đầu, hai kỹ sư bằng cách sử dụng thước dây ở hai đầu vị trí của đường day để đánh dấu vị trí lắp đặt. Họ sẽ giữ băng theo hướng X và Y của đường ray và khớp các vị trí với nhau. Quá trình này tốn nhiều thời gian và ở phạm vi 90m, không thể tránh khỏi sai sót. Để đẩy nhanh quá trình và đảm bảo độ chính xác, nhà máy đã ký hợp đồng với Dịch vụ API để đến và xác minh cách bố trí, lắp đặt và san bằng các đường ray hàn.
1. Đánh dấu vị trí
Đầu tiên xác định điểm gốc (0,0) được đánh dấu trên sàn. Phương pháp này được sử dụng để căn chỉnh mặt phẳng, đường thẳng và điểm. Việc đánh dấu trên sàn cho vị trí của tấm đế máy nâng, robot, đồ đạc, cột và khay cáp để đảm bảo tất cả các vị trí đúng như trong bản vẽ. Ở đây đường tâm của thiết bị phải khớp với đường tâm của trục Y trên sàn. Vì sàn không bằng phẳng nên điểm cao nhất trên sàn được coi là bằng 0. Giá trị 0 này được sử dụng làm giá trị tham chiếu để cân bằng các bộ phận khác bằng cách sử dụng tùy chọn mặt phẳng ảo trong phần mềm của trình theo dõi cho trục Z. Cuối cùng, khoảng cách giữa hai máy được duy trì dọc theo trục X.
Kiểm tra đánh dấu vị trí bằng Laser Tracker
2. Thiết lập các vị trí Fixture

Kiểm tra căn chỉnh fixture
3. Cài đặt Pins và Mylar
Sau khi thiết bị cố định được định vị, mylars và chốt được đo bằng SMR hoặc vProbe. Những kết quả này được so sánh với dữ liệu CAD. Nếu có bất kỳ sai lệch nào xảy ra, chúng sẽ được ghi lại và sửa chữa bằng cách chèn thêm tấm đệm. Các chốt và mylar bổ sung trên bộ kẹp cánh tay robot đã được di chuyển đến vị trí của chúng, với các giá trị được đo bằng SMR hoặc vProbe và mọi sai lệch đều được sửa chữa bằng cách đệm.
4. Kiểm thử trên dây chuyền
Khi các thiết bị cố định, mylar và chốt được căn chỉnh chính xác, mô hình thân xe tương ứng sẽ được giữ trên thiết bị cố định và được nhóm kỹ sư thử nghiệm để đảm bảo cân bằng phù hợp và tuân thủ các mô hình CAD như yêu cầu của thiết kế
🌎🌍🌏 V-Proud tự hào là nhà phân phối chính hãng của API tại Việt Nam. Hiện máy đo Laser Tracker của API đã có mặt tại công ty, sẵn sàng phục vụ quý khách.
☎️☎️☎️Tư vấn giải pháp: 0896 555 247
Tham khảo thêm giải pháp đo lường tại: v-proud.vn
(84) 896 555 247