

Khi nhắc đến độ chính xác tuyệt đối trong quang học và đo lường công nghiệp, cái tên đầu tiên xuất hiện trong tâm trí các kỹ sư và nhà khoa học trên toàn thế giới chính là ZEISS (Carl Zeiss). Trải qua hơn 175 năm tồn tại và phát triển, từ một xưởng cơ khí chính xác nhỏ bé tại thành phố Jena (Đức) cho đến một tập đoàn công nghệ toàn cầu, ZEISS đã không ngừng định hình lại cách chúng ta nhìn nhận thế giới và kiểm soát chất lượng sản phẩm.

Chỉ trong vòng chưa đầy 24 tiếng kể từ khi Renishaw tung ra teaser đầu tiên về dòng sản phẩm mới mang tên RMP400S, giới kỹ sư đo lường và gia công cơ khí chính xác toàn cầu đã thực sự được một phen xôn xao. Là một kỹ sư Quản lý Chất lượng nhiều năm bám trụ tại xưởng sản xuất, tôi hiểu rằng mỗi khi Renishaw ra mắt một thiết bị mới, đó không chỉ là sự nâng cấp phần cứng đơn thuần, mà là một sự dịch chuyển về triết lý sản xuất.
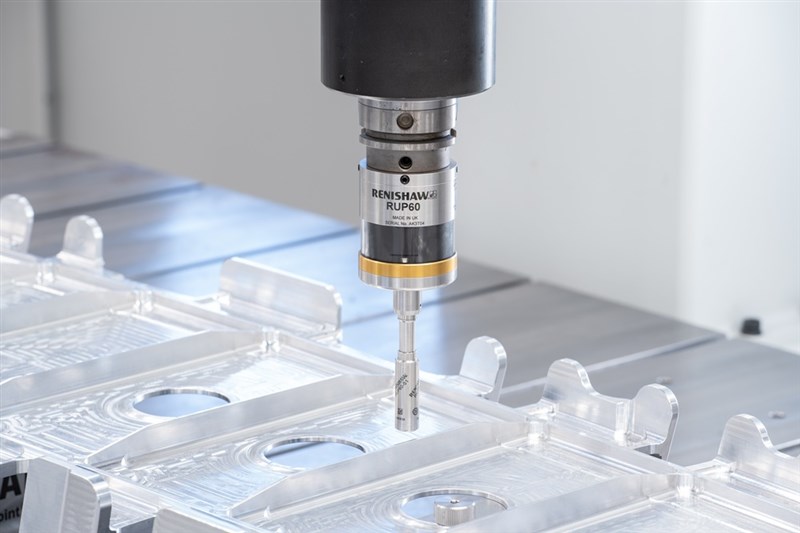
Gần đây, giới công nghệ đo lường công nghiệp đã được một phen xôn xao khi Renishaw chính thức giới thiệu dòng sản phẩm hoàn toàn mới: Đầu đo RUP60 độ dày bằng sóng siêu âm lắp trực tiếp trên máy công cụ.
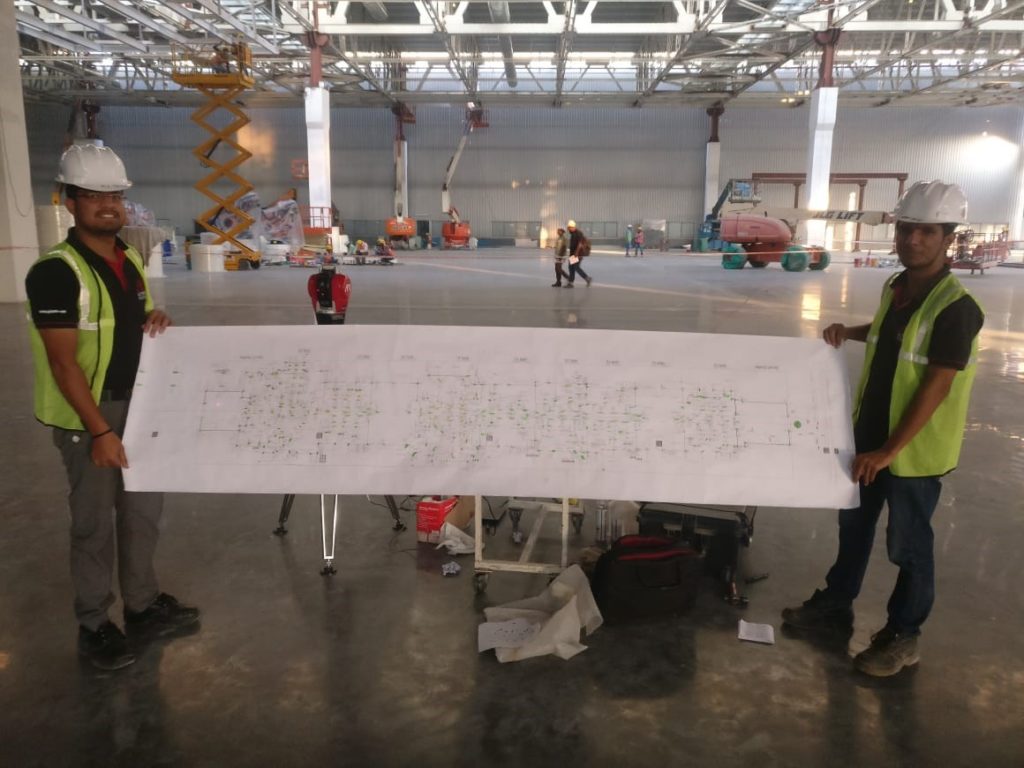
Bằng cách sử dụng Radian Plus Laser Tracker với phụ kiện vProbe, Dịch vụ API đã tạo quy trình 4 bước sau để tăng tốc quy trình đồng thời giảm sai sót tối đa khi định vị xuống 0,2mm trên phạm vi đường ray 90m.
Nhà máy lắp đặt dây chuyền robot hàn dài 90m. Ban đầu, hai kỹ sư bằng cách sử dụng thước dây ở hai đầu vị trí của đường day để đánh dấu vị trí lắp đặt. Họ sẽ giữ băng theo hướng X và Y của đường ray và khớp các vị trí với nhau. Quá trình này tốn nhiều thời gian và ở phạm vi 90m, không thể tránh khỏi sai sót. Để đẩy nhanh quá trình và đảm bảo độ chính xác, nhà máy đã ký hợp đồng với Dịch vụ API để đến và xác minh cách bố trí, lắp đặt và san bằng các đường ray hàn.
1. Đánh dấu vị trí
Đầu tiên xác định điểm gốc (0,0) được đánh dấu trên sàn. Phương pháp này được sử dụng để căn chỉnh mặt phẳng, đường thẳng và điểm. Việc đánh dấu trên sàn cho vị trí của tấm đế máy nâng, robot, đồ đạc, cột và khay cáp để đảm bảo tất cả các vị trí đúng như trong bản vẽ. Ở đây đường tâm của thiết bị phải khớp với đường tâm của trục Y trên sàn. Vì sàn không bằng phẳng nên điểm cao nhất trên sàn được coi là bằng 0. Giá trị 0 này được sử dụng làm giá trị tham chiếu để cân bằng các bộ phận khác bằng cách sử dụng tùy chọn mặt phẳng ảo trong phần mềm của trình theo dõi cho trục Z. Cuối cùng, khoảng cách giữa hai máy được duy trì dọc theo trục X.
Kiểm tra đánh dấu vị trí bằng Laser Tracker
2. Thiết lập các vị trí Fixture

Kiểm tra căn chỉnh fixture
3. Cài đặt Pins và Mylar
Sau khi thiết bị cố định được định vị, mylars và chốt được đo bằng SMR hoặc vProbe. Những kết quả này được so sánh với dữ liệu CAD. Nếu có bất kỳ sai lệch nào xảy ra, chúng sẽ được ghi lại và sửa chữa bằng cách chèn thêm tấm đệm. Các chốt và mylar bổ sung trên bộ kẹp cánh tay robot đã được di chuyển đến vị trí của chúng, với các giá trị được đo bằng SMR hoặc vProbe và mọi sai lệch đều được sửa chữa bằng cách đệm.
4. Kiểm thử trên dây chuyền
Khi các thiết bị cố định, mylar và chốt được căn chỉnh chính xác, mô hình thân xe tương ứng sẽ được giữ trên thiết bị cố định và được nhóm kỹ sư thử nghiệm để đảm bảo cân bằng phù hợp và tuân thủ các mô hình CAD như yêu cầu của thiết kế
🌎🌍🌏 V-Proud tự hào là nhà phân phối chính hãng của API tại Việt Nam. Hiện máy đo Laser Tracker của API đã có mặt tại công ty, sẵn sàng phục vụ quý khách.
☎️☎️☎️Tư vấn giải pháp: 0896 555 247
Tham khảo thêm giải pháp đo lường tại: v-proud.vn
(84) 896 555 247