
SCANOLOGY has just introduced NimbleTrack Gen2. With upgraded technology, SCANOLOGY's NimbleTrack Gen2 is capable of scanning large and complex areas significantly faster, while maintaining measurement-level accuracy. This is the next generation of the company's mobile optical tracking and 3D scanning systems. SCANOLOGY's NimbleTrack Gen2 is designed to deliver higher performance, especially in speed and measurement range.
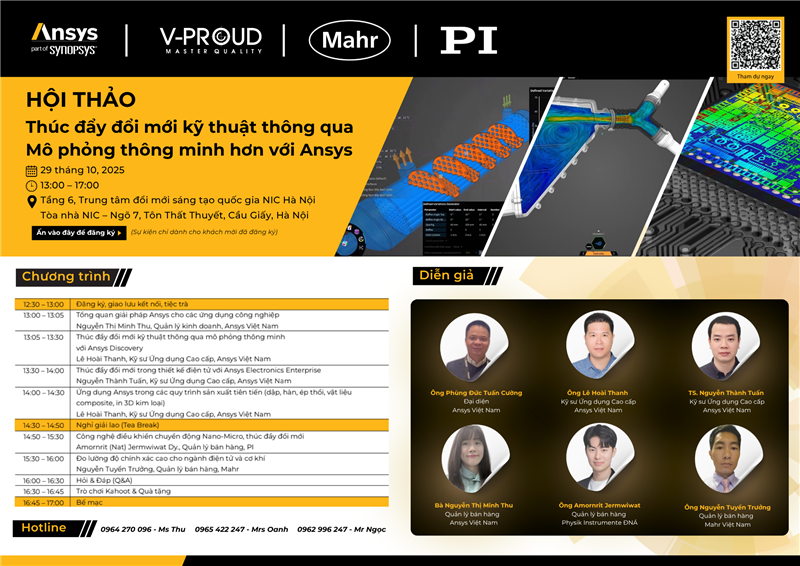
A breakthrough opportunity for R&D processes awaits the Vietnamese engineering community. The specialized workshop "Driving Engineering Innovation Through Smart Simulation" organized by ANSYS will take place on October 29, 2025, at the Innovation Hub Building, updating the latest advanced simulation solutions for the manufacturing, electronics design, and Nano-Micro industries.
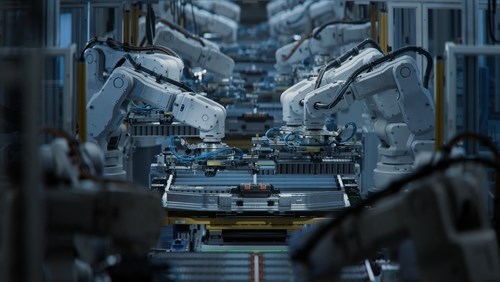
In the global race to automate manufacturing, China is emerging as a pioneer with the “dark factory” model – where robots and artificial intelligence completely replace humans. Requiring no light or rest, the new generation of factories operate continuously 24/7 with superior precision and efficiency.
Manufacturers of connecting rods use CNC machining technology, involving several operations to create batches of connecting rods for multiple engine types. Typically, a combination of various forms of gauging are used alongside the machine to monitor connecting rod quality and allow engineers to correct the process. However, producers are now looking to reduce regular costly maintenance and high capital investment, and to improve production cycle times.
This case brief examines a typical connecting rod process with actual benefits that have been experienced by manufacturers using the Renishaw Equator™ gauging system.
Example connecting rod manufacturing process* - without the Equator™ gauge
.png)
Challenges
1. Combine all the gauging and inspection activities into a single operation
Multiple variants need to be gauged. At present, different gauges are used to inspect different features, which can prove both costly and time-consuming with the 100% inspection rate required for larger connecting rods used in heavy duty applications.
2. Accurately inspect parts despite a wide shop floor temperature range
Accuracy of parts must be maintained despite wide daily and seasonal shop floor temperature ranges. With fluctuations in some environments varying over 20°C, thermal growth and its effects need to be taken into consideration.
3. Ensure traceability of inspection data
Current gauges provide simple pass / fail results and it is difficult to accurately record inspection data, to identify how close a feature is to the tolerance, or to have the neccessary data to improve process control.
INSPECTION REQUIREMENTS FOR A CONNECTING ROD
.png)
|
# |
Inspection |
Tolerance |
Why is this feature critical to part function? |
Active tool offsetting action |
|
1 |
Distance between bore centres |
±30 µm (±0.0012”) |
If wrong, both clearance to the cylinder head and the compression ratio will be incorrect. |
|
|
2 |
Diameter of large bore |
±10 µm (±0.0004”) |
This needs to be correct in order to ensure the crank pin fits correctly into the crankshaft. |
|
|
3 |
Diameter of small bore |
±10 µm (±0.0004”) |
This needs to be correct in order to ensure the gudgeon pin fits correctly into the piston. |
|
|
4 |
Perpendicularity of top face to large bore |
30 µm (0.0012”) |
This prevents excessive wear on the piston and allows for efficient smooth movement. |
|
|
5 |
Bend |
30 µm (0.0012”) |
This needs to be correct in order to run on the same axis and prevent wear. |
|
|
6 |
Twist |
60 µm (0.0024”) |
This needs to be correct in order to run on the same axis and prevent wear. |
|
|
7 |
Cylindricity of large bore |
10 µm (0.0004”) |
This allows the crank pin to fit, allowing smooth movement between the piston and the crankshaft. |
|
|
8 |
Cylindricity of small bore |
10 µm (0.0004”) |
This allows the gudgeon pin to fit, allowing smooth movement between the piston and the crankshaft. |
|
|
9 |
Distance between top face and bottom face |
±25 µm (±0.001”) |
If there is not enough of a distance, the part will have a weaker fit. If the distance is too great, the part won’t fit correctly. |
|
|
10 |
Parallelism of small bore to large bore |
20 µm (0.0008”) |
This prevents excessive wear on the crankshaft and piston, allowing longer life and greater efficiency. |
|
![]() Automatic update of machine offsets through inspection of indicated features.
Automatic update of machine offsets through inspection of indicated features.
Please note: In addition to the feedback of geometric features, the monitoring of form can be indicative of the health of the tools.
PROCESS CONSIDERATIONS
Renishaw engineers considered key elements within the connecting rod manufacturing process using Renishaw’s Productive Process Pyramid™. This framework is used to identify and control the variations that can occur at key stages of the machining process.
For this process, methods to control variation include machine maintenance and calibration, tool breakage detection and shop-floor gauging for inspection and feedback
.png)
Manufacturing process - opportunities for improvement
.png)
TYPICAL RESULTS
A key action for connecting rod manufacturers has been to install the Equator gauging system to replace air gauges. Combining all gauging into a single operation has delivered time and cost savings, eliminating the need to invest in new gauges. Equator gauges compare production parts against master part inspection data. Remastering removes thermal effects and ensures high repeatability of inspection results over a wide temperature range. Inspection results are captured in a way that enables easy reporting for traceability, as well as analysis and feedback to improve process control.
1. Combined single operation
Equator gauging systems inspect all dimensions including diameter, circularity, and bend and twist on 100% of parts, replacing the need for multiple costly air gauges. Prior to the introduction of the Equator gauge, part inspection could take more than 8 minutes.
Gauging time has now been reduced to 85 seconds for each variant of connecting rod, due to the Equator system performing all the gauging required, on a single device.
By eliminating the costs involved in skilled labour to set up and maintain hard gauges, alongside the expenditure required to gauge multiple variants, the Equator system returns a rapid ROI. Around 500 units per day are measured in a 10 hour shift, all within a single operation, providing an immediate pass/fail decision without needing to leave the shop-floor.
|
# |
Inspection Total time: 1 min 22 secs |
Tolerance |
Gauge R&R % of tol* |
Gauge R&R range* |
|
1 |
Distance between bore centres |
±30 µm (±0.0012”) |
2.7% |
1 µm (39 µin) |
|
2 |
Diameter of large bore |
±10 µm (±0.0004”) |
4.3% |
0.5 µm (20 µin) |
|
3 |
Diameter of small bore |
±10 µm (±0.0004”) |
8.5% |
1.6 µm (63 µin) |
|
4 |
Perpendicularity of top face to large bore |
30 µm (0.0012”) |
4.4% |
1.9 µm (75 µin) |
|
5 |
Bend of X axis |
30 µm (0.0012”) |
7.3% |
2.8 µm (59 µin) |
|
6 |
Twist of Y axis |
60 µm (0.0024”) |
2.4% |
1.5 µm (110 µin) |
|
7 |
Cylindricity of large bore |
10 µm (0.0004”) |
6.1% |
0.9 µm (35 µin) |
|
8 |
Cylindricity of small bore |
10 µm (0.0004”) |
8.8% |
1.1 µm (43 µin) |
|
9 |
Distance between top face and bottom face |
±25 µm (±0.001”) |
1.6% |
0.5 µm 20 µin |
|
10 |
Parallelism of small bore to large bore |
20 µm (0.0008”) |
2.1% |
0.6 µm (24 µin) |
* Type 1 Gauge Repeatability and Reproducibility - loading and unloading the same part 30 times.
2. Inspection over wide temperature range
Remastering the Equator gauging system maintains accuracy over daily and seasonal shop floor temperature cycles.
Equator gauges have in-built temperature sensors. When the temperature rises above an acceptable level a warning message is displayed to the operator informing them to remaster. The operator runs the remastering sequence, which takes the same time as inspecting a production part, and re-zeros the Equator system at the current temperature.
3. Traceable process control
Process Monitor is part of the software package which runs on Equator gauging systems. Process Monitor includes an instant status monitor bar graph of the last measured part and historical results for the selected feature. Previously operators were only receiving pass/fail data. Now the inspection results from the Equator gauge are exported
as .CSV files and stored for traceability. These results are also being used to update machine offsets, bringing drifting processes back to nominal before scrap parts are produced
![]() Hotline: 0896 555 247
Hotline: 0896 555 247
![]() Email: xinchao@v-proud.vn
Email: xinchao@v-proud.vn
![]() https://v-proud.vn/
https://v-proud.vn/
![]() https://qualitymastery.v-proud.vn/
https://qualitymastery.v-proud.vn/
(84) 896 555 247
