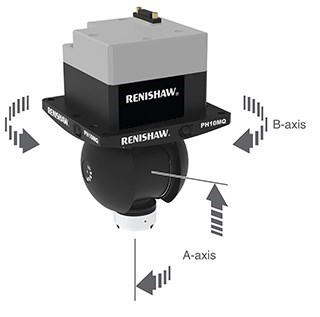
The range of PH10 PLUS heads increase throughput by giving automated CMMs the added capability of program controlled probe re-orientation. The range comprises three PH10 PLUS models, each of which can carry a range of probes and extensions and can be orientated in 720 repeatable positions, giving access to the most difficult-to-reach workpiece features.
The range of PH10 PLUS heads increase throughput by giving automated CMMs the added capability of program controlled probe re-orientation.
The range of PH10 PLUS heads increase throughput by giving automated CMMs the added capability of program controlled probe re-orientation.
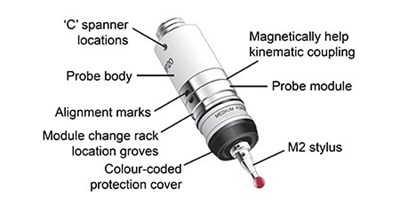
Compact module changing touch-trigger probe, which allows the use of a range of stylus configurations and extensions to access features on complex parts TP20 with MCR20 and PI 200-3 The TP20 is a compact 5-way, or 6-way, kinematic touch-trigger probe system. The two-piece design, comprising probe body and detachable stylus module(s), connected using a highly repeatable magnetic kinematic coupling
Compact module changing touch-trigger probe, which allows the use of a range of stylus configurations and extensions to access features on complex parts TP20 with MCR20 and PI 200-3 The TP20 is a compact 5-way, or 6-way, kinematic touch-trigger probe system. The two-piece design, comprising probe body and detachable stylus module(s), connected using a highly repeatable magnetic kinematic coupling.
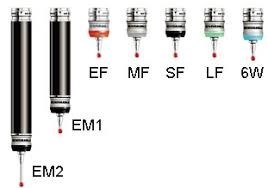
Sensor Probe Head Renishaw Module TP20 - 6F 6 way Compact module changing touch-trigger probe, which allows the use of a range of stylus configurations and extensions to access features on complex parts TP20 with MCR20 and PI 200-3 The TP20 is a compact 5-way, or 6-way, kinematic touch-trigger probe system. The two-piece design, comprising probe body and detachable stylus module(s), connected using a highly repeatable magnetic kinematic coupling.
Sensor Probe Head Renishaw Module TP20 - MF Extended Force Compact module changing touch-trigger probe, which allows the use of a range of stylus configurations and extensions to access features on complex parts TP20 with MCR20 and PI 200-3 The TP20 is a compact 5-way, or 6-way, kinematic touch-trigger probe system. The two-piece design, comprising probe body and detachable stylus module(s), connected using a highly repeatable magnetic kinematic couplin
Sensor Probe Head Renishaw Module TP20 - SF Low Force Compact module changing touch-trigger probe, which allows the use of a range of stylus configurations and extensions to access features on complex parts TP20 with MCR20 and PI 200-3 The TP20 is a compact 5-way, or 6-way, kinematic touch-trigger probe system. The two-piece design, comprising probe body and detachable stylus module(s), connected using a highly repeatable magnetic kinematic coupling.
Compact module changing touch-trigger probe, which allows the use of a range of stylus configurations and extensions to access features on complex parts TP20 with MCR20 and PI 200-3 The TP20 is a compact 5-way, or 6-way, kinematic touch-trigger probe system. The two-piece design, comprising probe body and detachable stylus module(s), connected using a highly repeatable magnetic kinematic coupling.
Compact module changing touch-trigger probe, which allows the use of a range of stylus configurations and extensions to access features on complex parts TP20 with MCR20 and PI 200-3 The TP20 is a compact 5-way, or 6-way, kinematic touch-trigger probe system. The two-piece design, comprising probe body and detachable stylus module(s), connected using a highly repeatable magnetic kinematic coupling.
Enhance the performance of your manual co-ordinate measuring machines, Renishaw’s extensive range of manual head systems provide an economical solution to everyday inspection needs.
Compact module changing touch-trigger probe, which allows the use of a range of stylus configurations and extensions to access features on complex parts
(84) 896 555 247