Three-One motor stirrer maintenance-free. Can be used in a variety of fields, including paint manufacturers, chemical manufacturers, universities, and colleges.
The MarSurf M 310 is Mahr's product, comparable to the PS 10, but offers additional, more important functions. Let’s learn about the product through the article below.
The range of PH10 PLUS heads increase throughput by giving automated CMMs the added capability of program controlled probe re-orientation. The range comprises three PH10 PLUS models, each of which can carry a range of probes and extensions and can be orientated in 720 repeatable positions, giving access to the most difficult-to-reach workpiece features.
Our bridge type measuring machine Primus L presents a compact and stable machine concept. Read more below…
The Surtronic S-100 series roughness meter is a flexible solution that meets all requirements related to roughness testing. Systems and accessories correspond to specific applications and fixtures can be designed according to user needs.
The surface roughness tester Surtronic® Duo II handheld, portable roughness meter is widely used for shop floor, industrial & inspection room applications. The Surtronic® Duo II roughness tester can be used to assess flooring safety and for flooring manufacturers to control roughness in their manufacturing processes.
Primus bridge CMM is a CMM with multiple patents launched to the market by MORA Germany which has accumulated a century of technical strength and rigorous manufacturing technology. Read more below…
Low Tip Force Feather Touch probes: Measurement, Precision from Solartron Metrology - Advanced Solution for Applications Requiring Accurate Measurement on Sensitive Surfaces.
The NimbleTrack wireless 3D scanning system is highly compact and agile, which is designed to redefine the precise and dynamic measurements of small-to-medium-sized parts. Update product information through the following article.
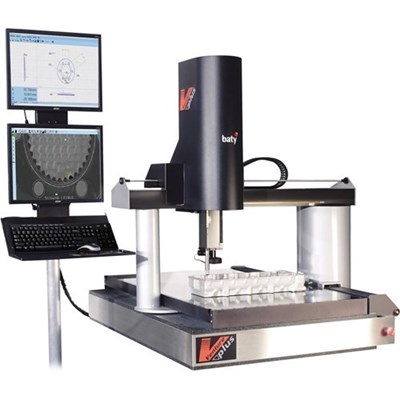
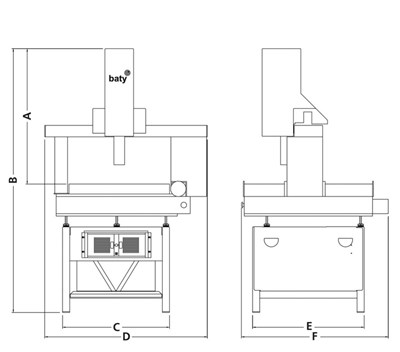
The Baty Vision System Venture Plus range includes all of the standard Venture features with a little more... measuring range, that is. Large Measurement Volume The Venture Plus is available in four models: VP-6460 with 640mm x 600mm x 250mm measuring range VP-6490 with 640mm x 900mm x 250mm measuring range VP-101040 with 1000mm x 1000mm x 400mm measuring range VP-101540 with 1000mm x 1500mm x 400mm measuring range
The Baty Vision System Venture Plus range includes all of the standard Venture features with a little more... measuring range, that is. Large Measurement Volume The Venture Plus is available in four models: VP-6460 with 640mm x 600mm x 250mm measuring range VP-6490 with 640mm x 900mm x 250mm measuring range VP-101040 with 1000mm x 1000mm x 400mm measuring range VP-101540 with 1000mm x 1500mm x 400mm measuring range
To control manufacturing processes, gauges, such as sets of callipers, go / no-go gauges or bore gauges, have been used for decades. The Equator system is an innovative flexible gauge designed to provide speed, repeatability and ease of use for manual or automated applications on the shop floor.
(84) 896 555 247