

Khi nhắc đến độ chính xác tuyệt đối trong quang học và đo lường công nghiệp, cái tên đầu tiên xuất hiện trong tâm trí các kỹ sư và nhà khoa học trên toàn thế giới chính là ZEISS (Carl Zeiss). Trải qua hơn 175 năm tồn tại và phát triển, từ một xưởng cơ khí chính xác nhỏ bé tại thành phố Jena (Đức) cho đến một tập đoàn công nghệ toàn cầu, ZEISS đã không ngừng định hình lại cách chúng ta nhìn nhận thế giới và kiểm soát chất lượng sản phẩm.

Chỉ trong vòng chưa đầy 24 tiếng kể từ khi Renishaw tung ra teaser đầu tiên về dòng sản phẩm mới mang tên RMP400S, giới kỹ sư đo lường và gia công cơ khí chính xác toàn cầu đã thực sự được một phen xôn xao. Là một kỹ sư Quản lý Chất lượng nhiều năm bám trụ tại xưởng sản xuất, tôi hiểu rằng mỗi khi Renishaw ra mắt một thiết bị mới, đó không chỉ là sự nâng cấp phần cứng đơn thuần, mà là một sự dịch chuyển về triết lý sản xuất.
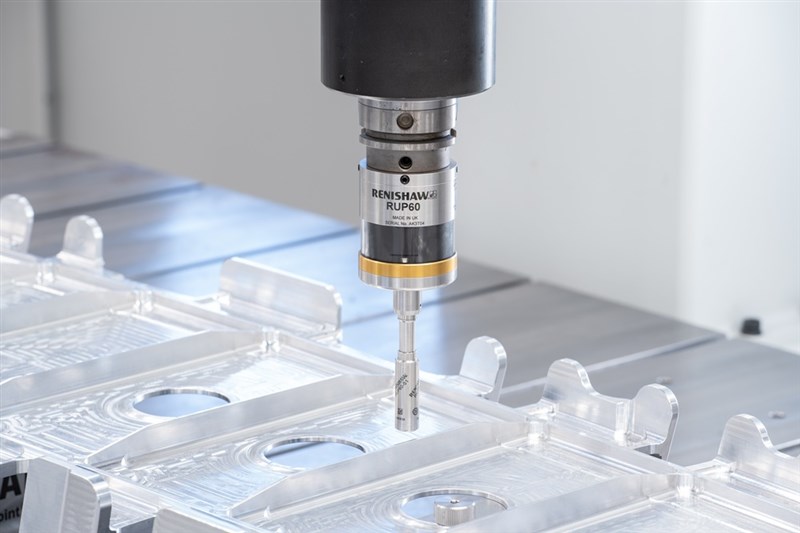
Gần đây, giới công nghệ đo lường công nghiệp đã được một phen xôn xao khi Renishaw chính thức giới thiệu dòng sản phẩm hoàn toàn mới: Đầu đo RUP60 độ dày bằng sóng siêu âm lắp trực tiếp trên máy công cụ.
Với thiết bị đo laser tracker Radian Plus và phụ kiện đầu đo vProbe, team API Services xây dựng xong chu trình 4 bước, đẩy nhanh tiến độ sản xuất và vẫn đảm bảo giảm sai số định vị tối đa xuống 0,2mm xuyên suốt đoạn đường ray dài 90m.
Theo nội dung hợp tác với ŠKODA, nhà máy sản xuất chính của Volkswagen ở Ấn Độ hàng năm sản xuất hàng trăm nghìn mẫu ô tô. Khi nhà máy chuyển sang áp dụng các quy trình hàn khung gầm ô tô tự động, bắt buộc phải lắp đặt các dây chuyền hàn robot với chiều dài lên đến 90m. Volkswagen đã tìm đến sự hỗ trợ của team API Services. Với chiếc máy laser tracker Radian Plus và đầu đo vProbe, đội ngũ API Services giàu kinh nghiệm hoàn toàn có thể:
Công ty TNHH Tư nhân ŠKODA Auto Volkswagen India là công ty con 100% vốn sở hữu của nhà sản xuất ô tô Volkswagen Group tại thị trường Ấn Độ. Công ty thành lập vào tháng 10 năm 2021 khi Công ty TNHH Tư nhân Volkswagen Group Sales India và Công ty TNHH Tư nhân ŠKODA Auto India sát nhập làm một và đặt trụ sở tại Pune, Ấn Độ.
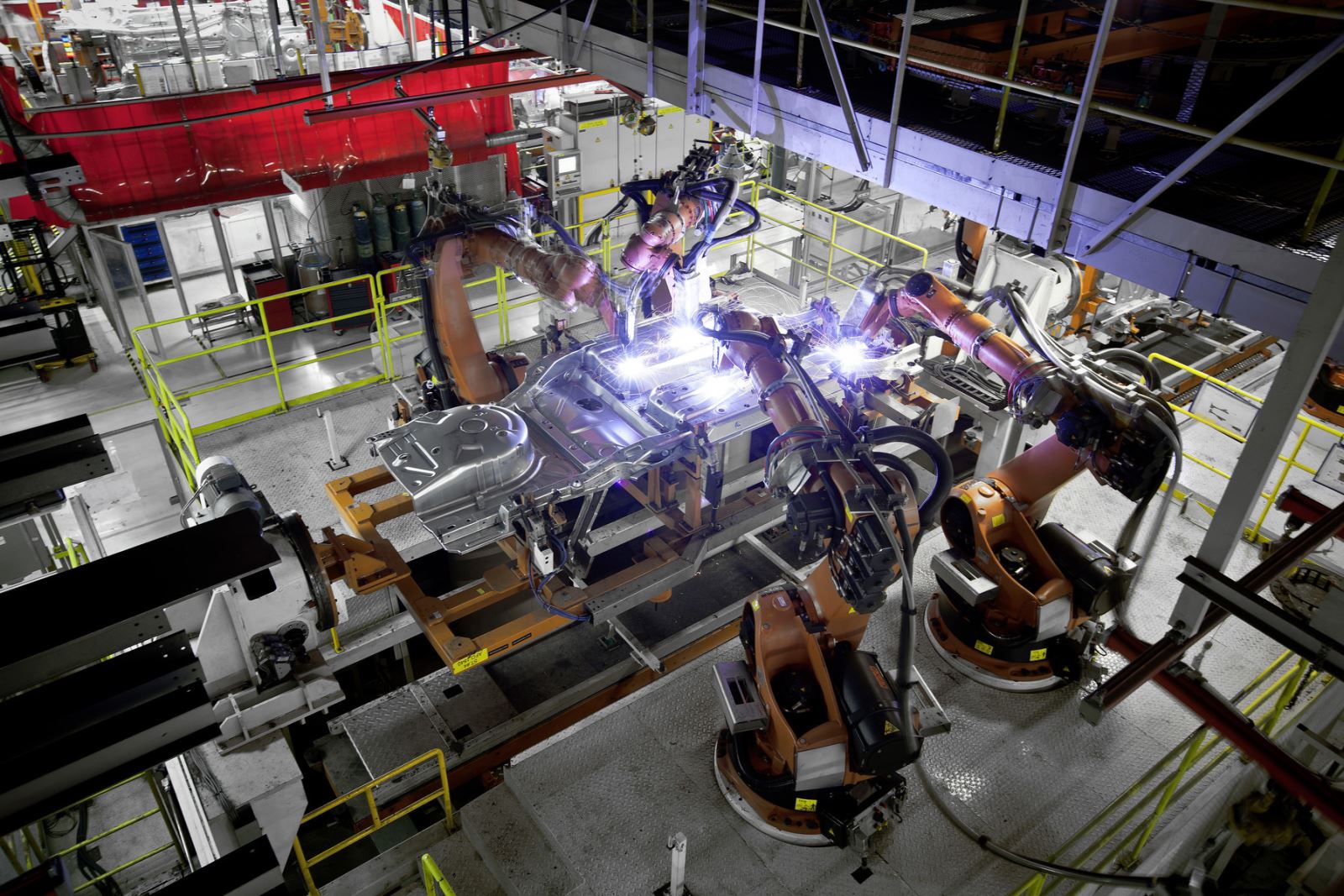
Tại trụ sở này, Volkswagen India điều hành một nhà máy sản xuất ở Maharashtra, Pune với năng lực sản xuất đạt 200.000 xe/năm. Không chỉ sản xuất các mẫu xe Volkswagen Polo và Vento (và tiếp đó là Volkswagen Ameo), nhà máy này hiện sản xuất cả dòng xe ŠKODA Rapid. Để đáp ứng được khối lượng sản xuất cho ŠKODA, nhà máy lập tức triển khai kế hoạch mở rộng cho hàn tự động.
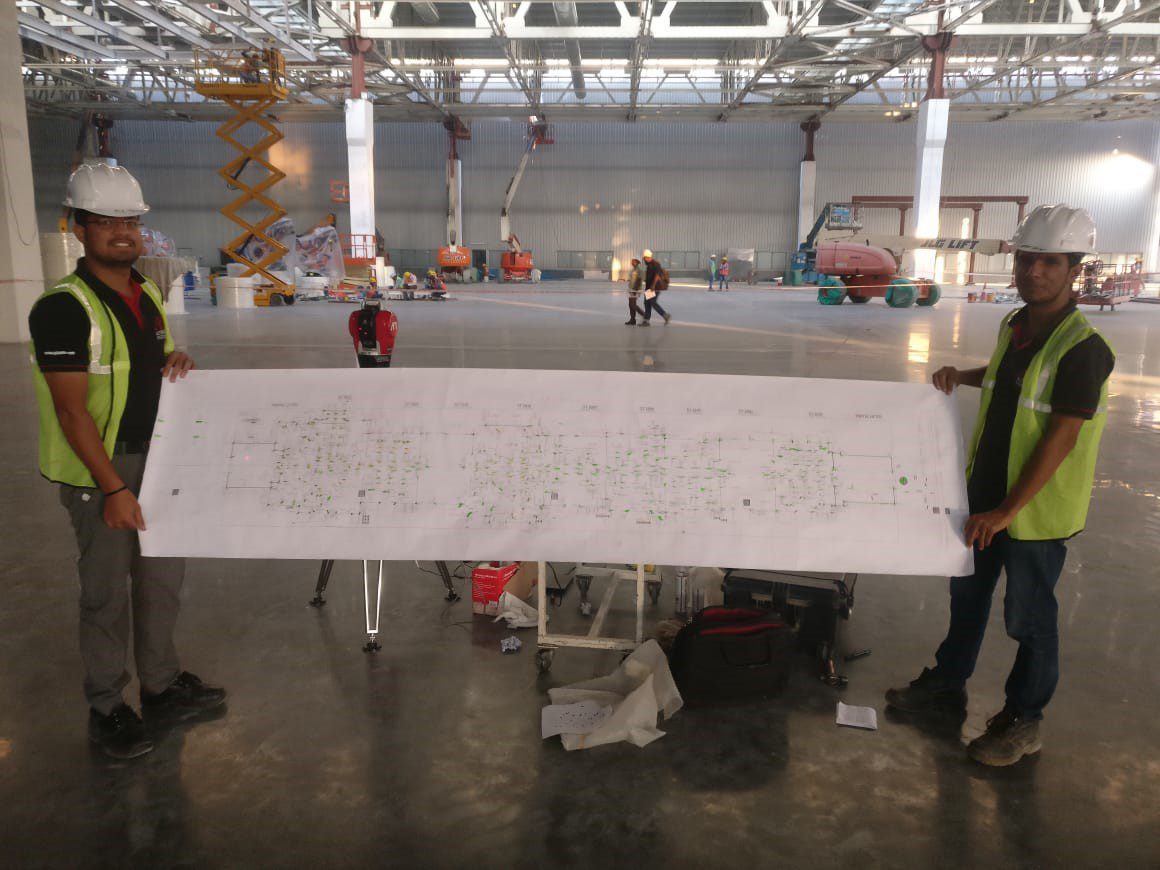
Nhà máy bắt đầu lắp đặt các dây chuyền robot hàn dài 90m. Thời điểm đầu, layout dây chuyền sản xuất được đánh dấu theo vị trí 2 kỹ thuật viên bằng băng đo ở hai đầu dây chuyền. Họ giữ băng đo theo hai hướng X và Y của đường ray và khớp với các vị trí. Quy trình này rất tốn thời gian, và với độ dài 90m, rất khó tránh sai sót. Để đẩy nhanh quy trình, đồng thời đảm bảo tính chính xác, nhà máy này đã thuê Dịch vụ API tới để kiểm tra layout, lắp đặt và cân chỉnh các đường ray hàn.
Đội ngũ Dịch vụ API ở Ấn Độ hoàn thành ba dây chuyền robot hàn cho Khung gầm 1.1, 2.1, và 2.2 – đều có chiều dài 90m. Team API đã hoàn thiện 30 cần nâng và 15 bộ đồ gá. Với thiết bị đo laser tracker Radian Plus và phụ kiện đầu đo vProbe, team API Services xây dựng xong chu trình 4 bước, đẩy nhanh tiến độ sản xuất và vẫn đảm bảo giảm sai số định vị tối đa xuống 0,2mm xuyên suốt đoạn đường ray dài 90m.
Ban đầu, đường trung tâm được vẽ trên sàn xét theo khoảng cách tia cho trước theo dữ liệu bản vẽ thiết kế. Tiếp đó, đánh dấu điểm gốc (0,0) trên sàn nhà. Phương pháp này từng được dùng để căn chỉnh mặt phẳng, đường thẳng và các điểm. Các vị trí đánh dấu trên sàn nhà hay vị trí của các tấm đế của cần nâng, robot, đồ gá, cột, hay giá cáp đều được xác định bằng dụng cụ lấy dấu tâm (do API sản xuất) và bộ đọc DRO qua phần mềm.
![]()
Sau khi hoàn tất bước đánh dấu vị trí, các tấm đế được trát vữa, và cần nâng được đặt bên trên. Các bước căn chỉnh tương tự cũng được áp dụng cho cần nâng. Ở đây, đường trung tâm của cần nâng phải khớp với đường trung tâm của trục Y trên sàn nhà. Bởi sàn nhà không bằng phẳng, điểm cao nhất trên sàn nhà sẽ được coi như điểm 0 (zero) của cần nâng. Giá trị zero này là giá trị tham chiêu với mức độ các cần nâng khác sử dụng tùy chọn mặt phẳng ảo trong phần mềm của Tracker cho trục Z. Cuối cùng, khoảng cách giữa hai cần nâng được đảm bảo giữ nguyên theo trục X.
Bước căn chỉnh được thực hiện căn cứ theo dữ liệu zero của ô tô (Phương pháp PLP) do nhóm thiết kế đưa ra tính từ các cần nâng. Sau khi hoàn tất bước căn chỉnh, đồ gá được đặt cân bằng theo tùy chọn mặt phẳng ảo / mặt phẳng trọng lực trong phần mềm Tracker để đọc trục Z. Sau đó, các bộ đồ gá được chuyển theo trục X và Y để xác định vị trí của chúng.
Sau khi cố định đồ gá, các tấm màng cách nhiệt mylar và chốt giữ được đo bằng bi cầu SMR hoặc đầu đo vProbe. Các dữ liệu đọc được sẽ được so sánh, đối chiếu với dữ liệu CAD. Nếu xuất hiện sai lệch, dữ liệu được ghi lại và thêm miếng chèn để xử lý. Các chốt giữ và màng cách nhiệt bổ sung trên tay gắp robot được đưa vào vị trí, với các giá trị đo được bằng bi cầu SMR hoặc đầu đo vProbe, và xử lý sai lệch bằng miếng chèn. Các phép đo cuối cùng được thực hiện trong bước kiểm tra và báo cáo.
Khi đã lắp đặt chính xác đồ gá, màng cách nhiệt và chốt giữ, mô hình thân xe tương ứng được đặt trên đồ gá và được team Volkswagen kiểm tra, đảm bảo cân chỉnh đúng và bám sát mô hình CAD.
Với sự kết hợp độc đáo giữa các chuyên gia đo lường giàu kinh nghiệm trong ngành sản xuất và thiết bị đo kích thước hiện đại của API Services, quy trình lắp đặt và cân chỉnh của Volkswagen đảm bảo vừa nhanh vừa hiệu quả. API đã đang đi đầu trong linh vực đo lường trên khắp thế giới trong suốt 30 năm qua. Công ty phát triển nhiều sản phẩm và công nghệ đo tân tiến bậc nhất, mang lại kết quả tin cậy và chính xác hơn bao giờ hết đến với khách hàng. Hơn 10 năm gần đây, team Dịch vụ kỹ thuật của API Ấn Độ đã cung cấp các máy Laser Tracker với nhiều tính năng và dịch vụ hiệu chuẩn tới cho khách hàng là các nhà sản xuất tại Ấn Độ.
Nguồn: API
![]() Tư vấn sản phẩm laser tracker, liên hệ hotline: 0896 555 247 hoặc email: xinchao@v-proud.vn.
Tư vấn sản phẩm laser tracker, liên hệ hotline: 0896 555 247 hoặc email: xinchao@v-proud.vn.
![]() https://v-proud.vn/
https://v-proud.vn/
![]() https://qualitymastery.v-proud.vn/
https://qualitymastery.v-proud.vn/
#metrology #doluong3D #qualitycontrol #kiemsoatchatluong #3D
#vproud #thietbidoluong #giaiphapdoluong
#api #auto #oto #volkswagen #daychuyenhan #robot #robotic
(84) 896 555 247