

Độ tin cậy và an toàn luôn là những yếu tố sống còn trong ngành công nghiệp chế tạo hệ thống động lực hàng hải. Để đáp ứng các tiêu chuẩn khắt khe này, ZF Marine (Padua, Ý) – một nhà sản xuất danh tiếng toàn cầu chuyên cung cấp bơm cho hệ thống đẩy tàu thủy – đã không ngừng tìm kiếm giải pháp tối ưu hóa tốc độ và năng lực kiểm soát chất lượng. Câu trả lời của họ chính là hệ thống đo lường Equator™ của Renishaw.
Đối với ngành công nghiệp hàng không vũ trụ, "sai số" là một từ vựng không được phép tồn tại. High-Tech Engineering – một công ty gia công cơ khí chính xác tại Vương quốc Anh – luôn đặt chất lượng lên hàng đầu. Với việc mạnh dạn tích hợp hệ thống kiểm tra tại xưởng Equator™ của Renishaw, công ty đã hiện thực hóa được mục tiêu kiểm tra 100% sản phẩm đầu ra, đưa tỷ lệ phế phẩm về con số 0 tròn trĩnh, đồng thời giảm một nửa yêu cầu về nhân sự đo lường và cắt giảm tới 27% chi phí sản xuất.

Việc vận hành một tổ hợp gia công cơ khí hoàn toàn không người lái (unmanned cell) hoạt động 24/7 với khả năng "tự kiểm soát" vẫn luôn là giấc mơ của nhiều xưởng sản xuất đã trở thành hiện thực. Bằng cách tích hợp robot FANUC, máy tiện tháp đôi Okuma và hệ thống đo lường Equator™ của Renishaw, họ không chỉ tự động hóa hoàn toàn quy trình tiện cứng (hard turning) mà còn đạt được mức thời gian hoàn vốn (ROI) kỷ lục: Chỉ đúng 18 ngày!
Với việc sở hữu hơn 100 đồ gá đo lường cứng (hard gauge) có giá từ 10.000 đến 20.000 USD mỗi bộ trên toàn bộ các cơ sở sản xuất, nhà sản xuất linh kiện động cơ hàng không Meyer Tool đang đặt kỳ vọng rất lớn vào hệ thống kiểm tra thế hệ mới Equator™ của Renishaw. Giải pháp này được dự đoán sẽ làm giảm đáng kể gánh nặng chi phí, tối ưu hóa quy trình kiểm soát chất lượng và tạo ra bước đột phá trong ngành công nghiệp chế tạo hàng không vũ trụ.

Là một máy đo so sánh được điều khiển bằng phần mềm, hệ thống Equator™ mới của Renishaw đang bắt đầu giải quyết bài toán chi phí đắt đỏ cho vô số các đồ gá cứng tại nhà máy chế tạo linh kiện động cơ hàng không của Meyer Tool ở Cincinnati, Ohio (Mỹ).
Mỗi năm, Meyer Tool phải tiến hành thiết kế, chế tạo và bảo trì hàng chục công cụ đo lường tốn kém này nhằm phục vụ cho quá trình kiểm tra kích thước ngay trong quá trình sản xuất (in-process measurement). Trong giai đoạn ứng dụng thử nghiệm trước khi chính thức ra mắt, chỉ một hệ thống thiết bị đo Equator của Renishaw đã có thể loại bỏ và thay thế hoàn toàn ít nhất bốn đồ gá cứng đắt tiền bên trong một tổ hợp máy gia công mới.
Beau Easton, Giám đốc Chất lượng tại Meyer Tool, chia sẻ: "Và đó mới chỉ là khởi đầu cho những tác động tích cực mà công ty dự đoán đối với toàn bộ kho đồ gá cứng tùy chỉnh của chúng tôi. Mỗi thiết bị này có thể tốn tới 20.000 USD chỉ để thiết kế, chế tạo và bảo trì. Chưa dừng lại ở đó, trong quá trình vận hành, bất kỳ sự thay đổi nhỏ nào về thiết kế sản phẩm cũng có thể tiêu tốn thêm từ 3.000 đến 10.000 USD để cấu hình và hiệu chuẩn lại một đồ gá hiện có."
Đối với việc đo lường kích thước trong quá trình sản xuất, công ty chủ yếu dựa vào các đồ gá tiếp xúc đa điểm (point-to-point contact gauges) được đặt ngay tại buồng máy, kết hợp cùng các đầu dò kỹ thuật số sử dụng khí nén.
Các đồ gá cứng đặt tại buồng máy gia công cung cấp dữ liệu phản hồi cực kỳ nhanh chóng, nhưng bù lại, chi phí của chúng lại vô cùng đắt đỏ. Ông Easton phân tích chi tiết về bài toán kinh tế: Việc thiết kế và chế tạo khu vực đặt phôi đo (part nest) có thể tiêu tốn 6.000 USD, cộng thêm chi phí cho các đầu dò là 500 USD mỗi chiếc, cùng với hàng loạt các chi phí phát sinh từ quy trình nghiên cứu xác minh và bảo trì định kỳ.
"Nếu chúng tôi đang sản xuất một cụm vòi phun hoàn chỉnh, có thể sẽ cần từ sáu đến mười đồ gá (fixtures), mỗi đồ gá lại cần từ sáu đến hai mươi đầu dò. Nếu một đặc tính kỹ thuật hoặc dung sai trên chi tiết bị thay đổi, chúng tôi sẽ phải mất thêm rất nhiều thời gian và tiền bạc để điều chỉnh đồ gá và tiến hành xác minh lại từ đầu," ông giải thích.
Tuy nhiên, mọi thứ đã rẽ sang hướng khác khi Renishaw giới thiệu máy đo so sánh Equator và đề nghị một đợt thử nghiệm. Ông Easton và Quản lý Hệ thống Kiểm soát Quy trình Thống kê (SPC) Bridget Nolan cho biết họ ngay lập tức nhận ra tiềm năng công nghệ này.
"Chúng tôi đã tham gia vào quá trình giới thiệu hệ thống của Renishaw và cung cấp các chi tiết gia công thực tế của công ty. Renishaw đã lập trình để hệ thống tự động đo lường, và kết quả trả về khớp hoàn toàn với dữ liệu đo từ Máy đo tọa độ (CMM) có độ chính xác cao của chúng tôi," bà Nolan – người đứng đầu nhóm chuyên thiết lập, bảo trì và lập trình các đồ gá đo lường – hào hứng cho biết.

Mặc dù có kiểu dáng thiết kế khá độc đáo và khác biệt, hệ thống Equator vẫn sử dụng phương pháp đo lường so sánh (mastering and measuring) – một phương pháp đo kiểm rất quen thuộc với bất kỳ kỹ sư nào từng sử dụng các hệ thống đo lường chuyên dụng.
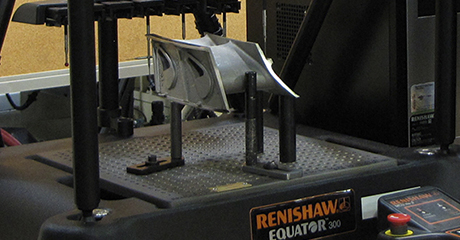
Nguyên lý hoạt động như sau: Một chi tiết mẫu (master component) với các đặc tính kích thước đã được xác định độ chuẩn xác tuyệt đối sẽ được sử dụng để "tạo điểm 0" (zero) cho hệ thống. Mọi phép đo trên các chi tiết sản xuất hàng loạt sau đó sẽ được đem ra so sánh với chi tiết mẫu này. Chìa khóa tạo nên sức mạnh của hệ thống Equator nằm ở một cơ cấu đo lường có khả năng lặp lại cực kỳ cao, được thiết kế dựa trên cấu trúc động học song song (parallel kinematic structure).
Cơ cấu này có trọng lượng nhẹ, cho phép di chuyển với tốc độ rất nhanh nhưng vẫn giữ được độ cứng vững và độ lặp lại tuyệt vời. Hệ thống sử dụng kết hợp các đầu dò tiếp xúc (touch probes) và đầu dò quét (scanning probes) của Renishaw, đi kèm với các kim đo (styli), giá thay kim tự động, và phần mềm lập trình đo lường độc quyền MODUS™ Equator.
Xét về mặt kinh tế, từ ba đến năm đồ gá cứng trong một tổ hợp máy của Meyer Tool giờ đây có thể được thay thế hoàn toàn chỉ bằng một hệ thống Equator. Hơn thế nữa, Equator có thể được sử dụng để đo lường nhiều loại linh kiện khác nhau, chuyển đổi qua lại giữa các chương trình đo chỉ trong vài giây và có thể được lập trình lại cho hàng loạt các chi tiết mới trong suốt vòng đời của thiết bị.
Hiện tại, hệ thống Equator đang được phân công hoạt động tại một tổ hợp gia công tinh gọn (lean machining cell) trong xưởng sản xuất của Meyer Tool.
Chứng minh khả năng thích ứng tuyệt vời của mình, Equator dễ dàng tích hợp với hệ thống phần mềm SPC Orion độc quyền của công ty, qua đó duy trì giao diện quen thuộc cho các thợ máy và rút ngắn đáng kể quá trình đào tạo. Phần mềm Orion giao tiếp liền mạch với phần mềm MODUS của Equator, hiển thị cho người vận hành các kết quả dưới dạng dữ liệu kích thước thực tế, biểu đồ kiểm soát thống kê (SPC), v.v. Nhờ đó, người thợ có thể nhanh chóng đưa ra các quyết định điều chỉnh máy CNC (Computer Numerical Control).
"Cần lưu ý rằng người thợ máy sẽ nhìn thấy dữ liệu biến thiên và có thể so sánh chi tiết hiện tại với các phép đo gần đây nhất. Vì vậy, đây không chỉ đơn thuần là việc xác định Đạt hay Không Đạt (Pass/Fail) như các loại calip thông thường," bà Nolan nhấn mạnh.
Các chi tiết gia công hàng không đòi hỏi dung sai cực kỳ khắt khe, nằm trong khoảng từ ±0,001 đến ±0,003 inch. Thời gian kiểm tra sẽ dao động tùy thuộc vào độ phức tạp của chi tiết, nhưng thông thường chỉ mất từ hai đến sáu phút. Tốc độ này nằm gọn trong khoảng thời gian nhịp điệu (TAKT time) của buồng máy, giúp hệ thống đo lường không làm đình trệ quá trình gia công.
"Chúng tôi đã và đang tiến hành đo đạc năm mã sản phẩm khác nhau phục vụ cho hai chương trình phát triển động cơ riêng biệt. Do đó, chúng tôi sở hữu nhiều tấm gá lắp cho hệ thống Equator. Chúng tôi luôn cố gắng kết hợp càng nhiều nguyên công khác nhau trên cùng một tấm gá càng tốt để hạn chế các bước hiệu chuẩn. Hiện tại, chúng tôi đang nghiên cứu một tấm gá có thể kết hợp đo ba nguyên công cùng lúc. Việc kiểm tra dung sai hình học (GD&T) như vị trí thực, rãnh, đường kính lỗ, biên dạng, độ đảo đang được thực hiện dễ dàng. Nhờ sở hữu giá thay kim đo tự động và sử dụng ít nhất bốn loại kim đo khác nhau, mọi thứ trở nên cực kỳ thuận tiện vì chúng tôi không phải mất công hiệu chuẩn lại sau mỗi lần đổi kim," Nolan giải thích thêm.
Điểm nổi bật về mặt công nghệ là các phép đo của Equator tại Meyer Tool được tham chiếu tương quan trực tiếp với dữ liệu từ Máy đo tọa độ 3D (CMM), sử dụng một chi tiết mẫu đã được CMM chứng nhận.
"Chi tiết mẫu sẽ thiết lập các giá trị tiêu chuẩn mà Equator cần tìm trong không gian đo lường. Phần mềm sẽ tự động áp dụng các giá trị bù trừ sai số (compensation values) từ kích thước danh nghĩa (nominal) đo bằng CMM. Nó phải được kiểm tra nằm trong vòng 10% dung sai cho phép," bà Nolan cho biết.
Bởi vì nhiệt độ trong nhà máy có sự biến thiên liên tục trong ngày, thay vì phải đo lại chi tiết mẫu sau mỗi lần thay đổi mã sản phẩm, Meyer Tool đã thiết lập một chu kỳ "re-master" 3 giờ/lần để thiết bị tự động bù đắp sự giãn nở nhiệt của cả máy móc lẫn chi tiết kim loại.
"Hệ thống Equator ghi nhớ các chi tiết mẫu và điểm xác thực dung sai, vì vậy chúng tôi có thể chuyển đổi qua lại giữa các chi tiết gia công bao nhiêu lần tùy ý trong khoảng thời gian 3 giờ đồng hồ đó mà không phải mất thời gian hiệu chuẩn lại thiết bị đo." – Bridget Nolan.
Meyer Tool là nhà sản xuất hàng đầu nước Mỹ chuyên chế tạo các linh kiện chịu nhiệt (hot-section) cho động cơ phản lực hàng không, phục vụ các nhà sản xuất OEM với quy mô hơn 1.000 lao động tại 10 cơ sở. Vật liệu gia công chủ yếu của công ty là các siêu hợp kim (super alloys) được chế tạo dựa trên nền tảng niken và coban-cromat siêu cứng.
Với gần 500 máy khoan xung điện (EDM) lỗ tốc độ cao, Meyer Tool tự hào là nhà sản xuất linh kiện máy bay sử dụng hệ thống máy EDM lớn nhất khu vực Bắc Mỹ. Dàn máy móc này còn được hỗ trợ bởi 45 trạm mài công nghệ cao, hơn 300 máy gia công tia lửa điện truyền thống, cùng các trung tâm gia công CNC 3 trục và 5 trục tối tân. Mỗi ngày, họ thực hiện khoan cắt hơn 1,75 triệu lỗ. Do yêu cầu đặc thù của hàng không quân sự, chỉ cần một lỗ làm mát bị tắc nghẽn trong số hàng trăm lỗ có thể gây ra thảm họa hỏng hóc cho tuabin cao áp, nên công ty yêu cầu tính hoàn hảo tuyệt đối.
Công ty có 10-15 kỹ sư kiểm soát chất lượng, 8 chuyên gia Đai đen (Black Belts) về tối ưu hóa và một nhóm chuyên trách SPC. "Chúng tôi đã bắt đầu triển khai nguyên tắc Sản xuất Tinh gọn (Lean) từ hơn 10 năm trước, tiếp theo là chứng nhận hàng không AS9100," ông Easton chia sẻ. "Tỷ lệ đạt chất lượng ngay từ lần đầu tiên (first time yield rate) của chúng tôi tính đến tháng 1/2011 là 98,9% – nghĩa là chi tiết gia công vừa rời khỏi máy đã đạt chuẩn ngay lập tức."
Thành tựu ấn tượng này có được là nhờ ứng dụng thông tin kỹ thuật số theo thời gian thực (real-time feedback). Xương sống thông tin của Meyer Tool là phần mềm Orion độc quyền. 100% chi tiết được kiểm tra nghiêm ngặt bằng quét laser, dò tiếp xúc CMM, hệ thống thị giác 5 trục (5-axis vision), và máy quét tia bức xạ. Khi người thợ gia công xong, số sê-ri được quét vào hệ thống, sản phẩm được đem đi đo lường bằng Equator và người thợ có thể ngay lập tức đối chiếu kết quả với 35 sản phẩm trước đó.
"Tỷ lệ để lọt hàng lỗi (escape rate) của chúng tôi đo bằng ppm (phần triệu) gần như bằng 0. Khách hàng của chúng tôi luôn an tâm về điều này," Easton tự hào khẳng định.
(84) 896 555 247