

Trong nhiều thập kỷ, ngành chế tạo cơ khí vận hành xoay quanh các bản vẽ kỹ thuật 2D. Kỹ sư thiết kế ghi chú dung sai hình học (GD&T) lên giấy, và kỹ sư QC (Quality Control) cầm tờ giấy đó để thiết lập chương trình đo trên máy CMM. Tuy nhiên, sự dịch chuyển sang tiêu chuẩn MBD (Model-Based Definition) đang phá vỡ hoàn toàn quy trình này.

Khi bài toán về dung sai lắp ghép và hiệu suất chạy máy ngày càng trở nên khắt khe trong ngành gia công áp lực (metal forging), công nghệ quét 3D đang khẳng định vị thế là công cụ đo lường tiêu chuẩn cho các nhà máy hiện đại. Bất kể doanh nghiệp đang phải kiểm tra các chi tiết cơ khí chính xác cỡ nhỏ hay các bộ khuôn dập, khuôn đúc hạng nặng, thiết bị quét 3D cầm tay đang thay đổi hoàn toàn cục diện của nguyên công kiểm soát chất lượng (QC).

Làm thế nào để các nhà máy duy trì được độ chính xác và tính đồng nhất trong gia công khi các quy định về môi trường ngày càng khắt khe? Nhiều doanh nghiệp vẫn đang mắc kẹt với các phương pháp đo lường truyền thống: chậm chạp và phụ thuộc lớn vào kỹ năng của thợ đo. Khi tiêu chuẩn chất lượng (QA/QC) tăng lên, bài toán đặt ra cực kỳ rõ ràng: Làm sao để tối ưu đồng thời cả tốc độ chạy máy (cycle time) và dung sai đo kiểm?
Một doanh nghiệp chuyên chế tạo hệ thống máy nghiền gỗ công nghiệp hạng nặng ghi nhận tình trạng rung động thứ cấp và tiếng ồn bất thường vượt mức cho phép khi chạy thử tải. Phân tích ban đầu chỉ ra nguyên nhân xuất phát từ sai lệch dung sai hình học (GD&T) – cụ thể là độ đồng tâm và độ song song của các ổ đỡ trục dẫn động nằm trên khung gầm.


Một doanh nghiệp chuyên chế tạo hệ thống máy nghiền gỗ công nghiệp hạng nặng ghi nhận tình trạng rung động thứ cấp và tiếng ồn bất thường vượt mức cho phép khi chạy thử tải. Phân tích ban đầu chỉ ra nguyên nhân xuất phát từ sai lệch dung sai hình học (GD&T) – cụ thể là độ đồng tâm và độ song song của các ổ đỡ trục dẫn động nằm trên khung gầm.
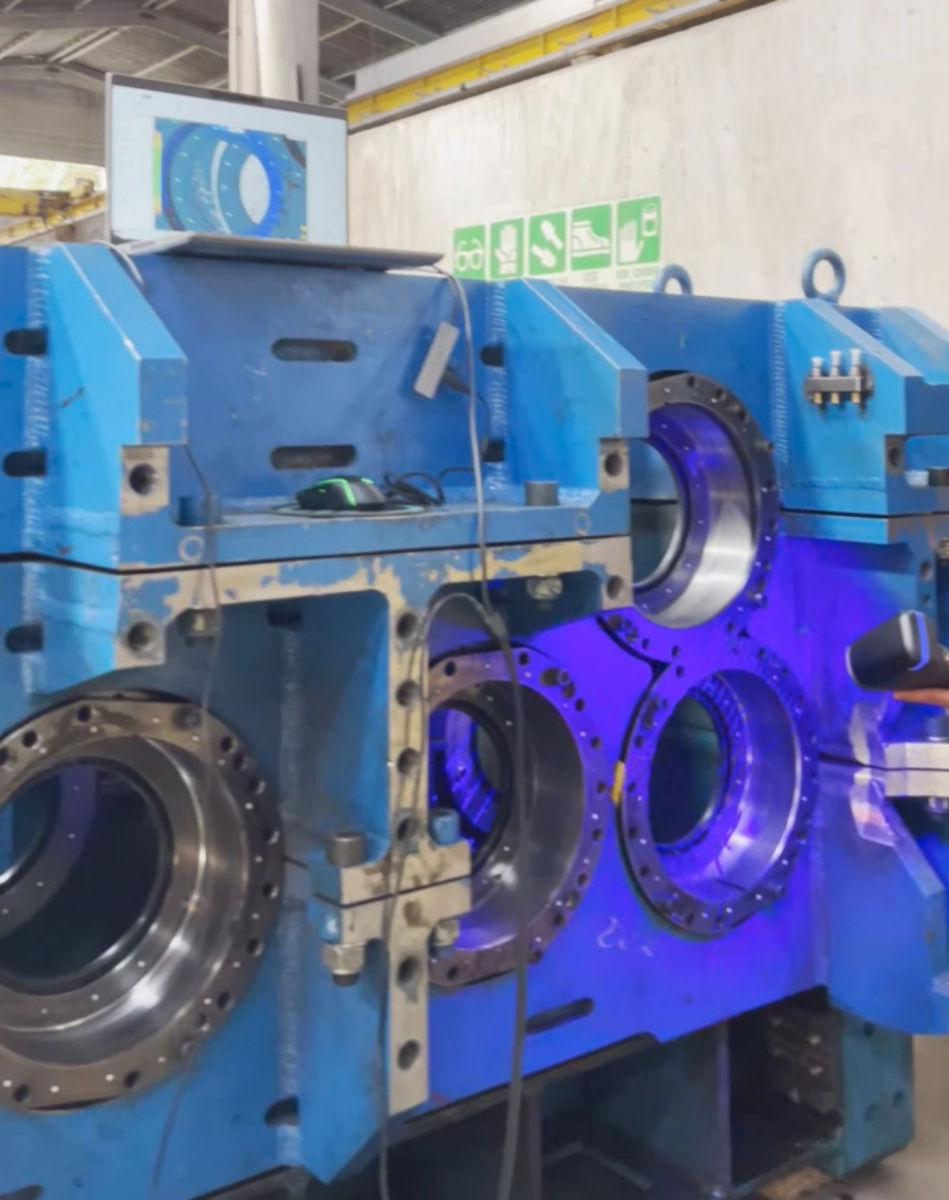
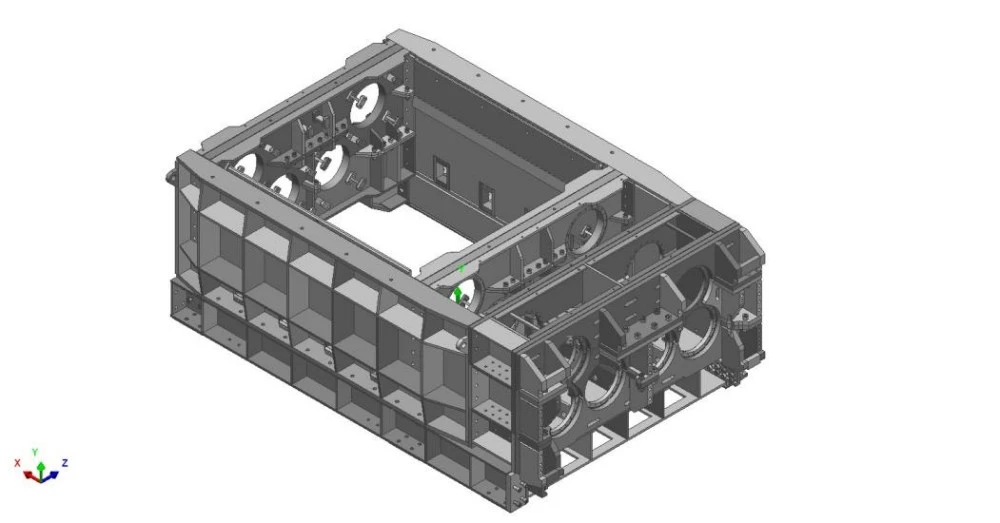
Cấu kiện cần kiểm tra là một khung thép hàn nguyên khối có kích thước lên tới 4m x 2m x 1m. Thách thức đặt ra là các phương pháp kiểm tra truyền thống (sử dụng đồng hồ so, thước cặp cỡ lớn, hay hệ thống dây căng chỉnh tâm) bộc lộ nhiều sai số tích lũy trên một khoảng cách 4 mét. Chúng chỉ cung cấp các điểm đo cục bộ, không thể thiết lập một hệ tọa độ không gian tổng thể để đánh giá sự biến dạng của toàn bộ khung hàn. Doanh nghiệp cần một dữ liệu đo lường 3D toàn diện để xác định chính xác nguyên nhân là do lỗi gia công lỗ trục, hay do biến dạng nhiệt trong quá trình hàn tổ hợp.
Sau khi khảo sát yêu cầu dung sai hình học của hệ thống truyền động, V-Proud đã triển khai giải pháp quét 3D quang số sử dụng thiết bị cầm tay K-SCAN Magic II (thuộc hệ sinh thái Scanology).
Yêu cầu kỹ thuật cốt lõi của dự án này không chỉ là độ phân giải bề mặt, mà là độ chính xác thể tích (Volumetric Accuracy) trên một không gian rộng. K-SCAN Magic II giải quyết bài toán này nhờ tích hợp sẵn hệ thống quang trắc hồng ngoại (Photogrammetry). Công nghệ này cho phép thiết lập hệ thống điểm tham chiếu (marker) với độ sai số được kiểm soát chặt chẽ ở mức 0.015 mm + 0.030 mm/m, tạo ra một bộ khung tọa độ chuẩn trước khi tiến hành quét chi tiết bằng lưới laser.
Quá trình đo kiểm được đội ngũ V-Proud thực hiện trực tiếp tại xưởng lắp ráp của doanh nghiệp, loại bỏ rủi ro và chi phí vận chuyển cấu kiện siêu trường siêu trọng.
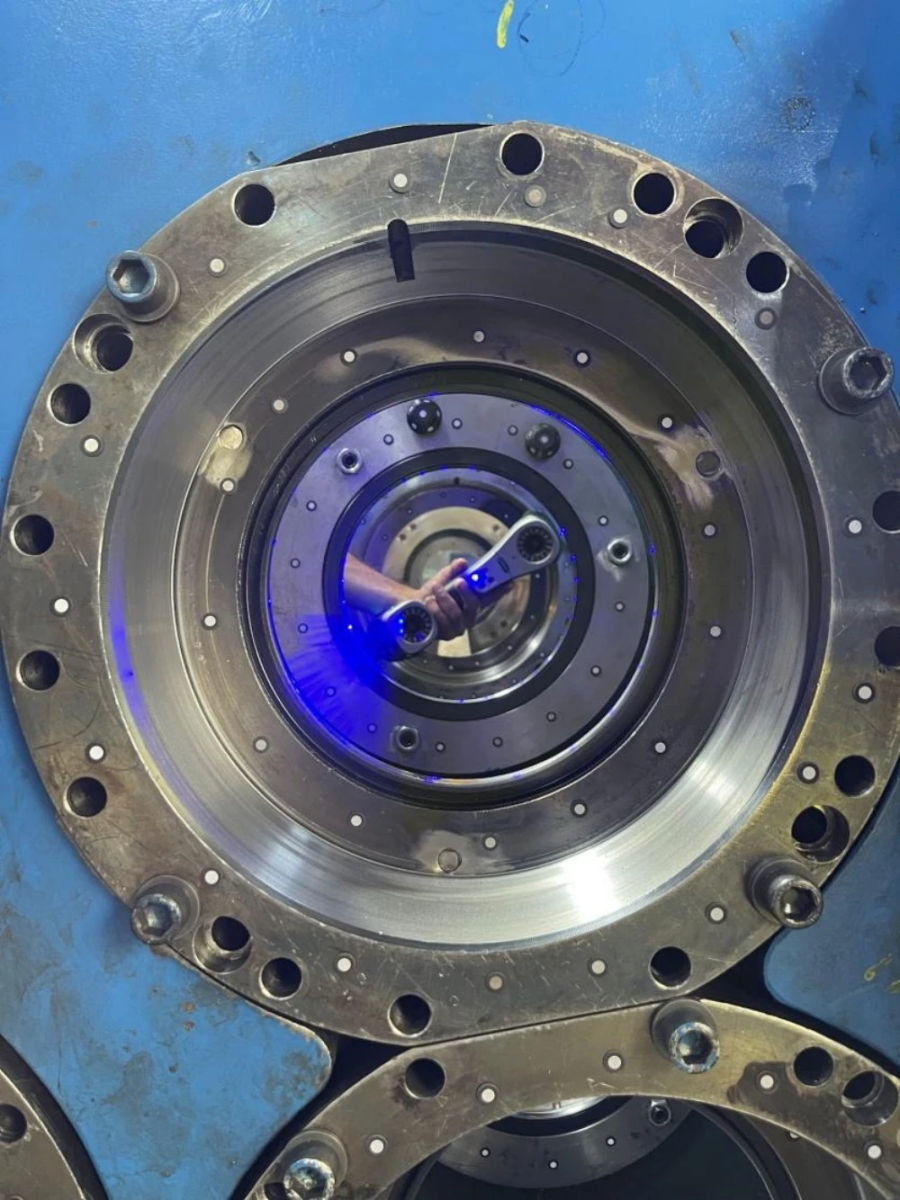
Bước 1: Thiết lập và Thu thập dữ liệu: Các thanh chuẩn quang trắc (Scale bar) và điểm tham chiếu được phân bổ dọc theo chiều dài khung gầm. Thiết bị quét toàn bộ biên dạng khung hàn, đặc biệt lấy mật độ điểm ảnh (Point cloud) cao tại các vị trí mặt bích và lỗ lắp ổ bi.
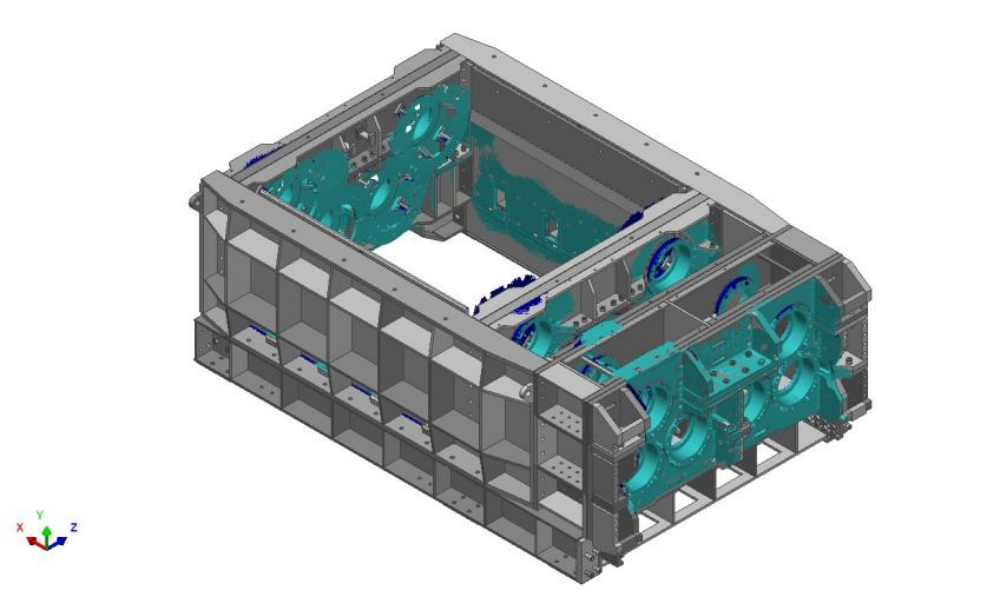
Bước 2: Phân tích sai lệch hình học: Dữ liệu quét 3D được đưa vào phần mềm đo kiểm chuyên dụng và ghép lồng (Alignment) với bản vẽ 3D CAD thiết kế gốc. Phần mềm tiến hành trích xuất tọa độ tâm của các lỗ trục thực tế, tính toán khoảng cách không gian, vector độ nghiêng và lập báo cáo đánh giá độ đồng tâm, độ song song giữa các trục dẫn động.
Bước 3: Định vị khu vực cần khắc phục: Báo cáo dung sai (Color map) chỉ ra chính xác cụm lỗ trục số 2 và số 4 bị lệch tâm 0.85mm so với chuẩn thiết kế, nguyên nhân do co ngót vật liệu sau khi hàn.
Dựa trên hệ tọa độ sai lệch do V-Proud cung cấp, doanh nghiệp đã tiến hành hàn đắp và thiết lập đồ gá trên máy doa ngang CNC để gia công lại các lỗ trục bị lỗi.
Ngay sau khi gia công cắt gọt hoàn tất, V-Proud thực hiện quét 3D lần thứ hai để nghiệm thu tại chỗ. Biểu đồ dung sai lần hai xác nhận vị trí các lỗ trục đã nằm trong miền dung sai cho phép. Thiết bị được lắp ráp hoàn thiện, loại bỏ hoàn toàn hiện tượng rung lắc và tiếng ồn trong quá trình vận hành, đảm bảo tuổi thọ cho hệ thống cơ khí chịu tải trọng lớn.

Cập nhật thêm thông tin về máy quét 3D Nimbletrack tại: https://v-proud.vn/vi/san-pham/may-scan-3d-khong-day-nimbletrack
Đọc thêm:
Nhận tư vấn cấu hình và đặt lịch Demo máy quét 3D Scanology miễn phí tại xưởng.
Hãy liên hệ với chúng tôi ngay hôm nay để được tư vấn giải pháp máy quét 3D phù hợp nhất cho nhu cầu kiểm tra 3D của bạn.
Công ty Cổ phần V-PROUD
📞 Hotline/Zalo: 0896.555.247 (Zalo )
📧 Email: xinchao@vproud.vn
🌐 Website: www.v-proud.vn
(84) 896 555 247