

Khi nhắc đến độ chính xác tuyệt đối trong quang học và đo lường công nghiệp, cái tên đầu tiên xuất hiện trong tâm trí các kỹ sư và nhà khoa học trên toàn thế giới chính là ZEISS (Carl Zeiss). Trải qua hơn 175 năm tồn tại và phát triển, từ một xưởng cơ khí chính xác nhỏ bé tại thành phố Jena (Đức) cho đến một tập đoàn công nghệ toàn cầu, ZEISS đã không ngừng định hình lại cách chúng ta nhìn nhận thế giới và kiểm soát chất lượng sản phẩm.

Chỉ trong vòng chưa đầy 24 tiếng kể từ khi Renishaw tung ra teaser đầu tiên về dòng sản phẩm mới mang tên RMP400S, giới kỹ sư đo lường và gia công cơ khí chính xác toàn cầu đã thực sự được một phen xôn xao. Là một kỹ sư Quản lý Chất lượng nhiều năm bám trụ tại xưởng sản xuất, tôi hiểu rằng mỗi khi Renishaw ra mắt một thiết bị mới, đó không chỉ là sự nâng cấp phần cứng đơn thuần, mà là một sự dịch chuyển về triết lý sản xuất.
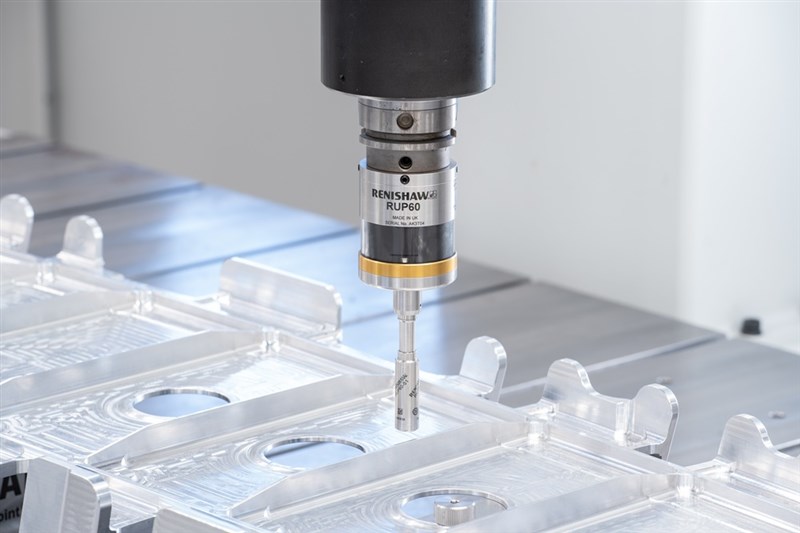
Gần đây, giới công nghệ đo lường công nghiệp đã được một phen xôn xao khi Renishaw chính thức giới thiệu dòng sản phẩm hoàn toàn mới: Đầu đo RUP60 độ dày bằng sóng siêu âm lắp trực tiếp trên máy công cụ.
Các nhà sản xuất vòng bi truyền động sử dụng công nghệ gia công CNC, bao gồm nhiều nguyên công để tạo ra vòng bi truyền động lắp ráp trong khâu cuối cùng trong sản xuất cụm vòng bi.
Thông thường, cần kết hợp nhiều máy đo khác nhau với máy gia công để giám sát chất lượng vòng bi và cho phép các kỹ sư điều chỉnh quy trình. Tuy nhiên, các nhà sản xuất hiện đang tìm cách giảm chi phí bảo trì thường xuyên và đầu tư vốn cao cũng như cải thiện cycle time trong sản xuất.
Câu chuyện thành công này chia sẻ với bạn đọc quy trình sản xuất vòng bi truyền động điển hình với những lợi ích thực tế mà các nhà sản xuất đã trải nghiệm khi sử dụng hệ thống máy đo Renishaw Equator™ .
Ví dụ về quy trình sản xuất vòng bi - Không sử dụng máy đo Equator™
.png)
Thách thức
1. Kiểm tra các chi tiết khác nhau trên một thiết bị
Một thiết bị kiểm tra kích thước, vị trí và dung sai hình học song song với thời gian gia công
2. Cải thiện năng suất và chất lượng
Giảm sai khác bằng cách đo kích thước thực tế, giúp sản xuất chi tiết đạt gần nhất với kích thước danh nghĩa.
3. Giảm chi phí vận hành
Loại bỏ các công việc đo lường thủ công kèm theo các chi phí liên quan và giảm phụ thuộc đo tại phòng chất lượng.
YÊU CẦU KIỂM TRA ĐỐI VỚI VÒNG BI
.png)
|
# |
Inspection |
Tolerance |
Why is this feature critical to part function? |
Active tool offsetting action |
|
1 |
Đường kính Track |
±15 µm (±0.0006”) |
Lắp ráp không khít với vành ngoài sẽ làm giảm hiệu suất và giảm tuổi thọ của vòng bi |
|
|
2 |
Độ trụ Track |
15 µm (0.0006”) |
Độ trụ không đạt sẽ làm tăng độ mài mòn, độ dính của con lăn và dễ gây cháy. |
|
|
3 |
Độ đồng tâm Track |
30 µm (0.0012”) |
Căn chỉnh sai lệch vị trí giữa đường ray, con lăn và vòng ngoài sẽ làm tăng độ mài mòn, độ dính của con lăn và dễ gây cháy. |
|
|
4 |
Chiều dầy Track |
±20 µm (±0.0009”) |
Kiểm soát chuyển động dọc trục của các con lăn và đảm bảo chạy trơn tru. |
|
|
5 |
Chiều rộng Shoulder |
+40 µm (+0.0019”) |
Đảm bảo chiều rộng Shoulder đủ để chịu được lực dọc trục. |
|
|
6 |
Độ phẳng của Face |
50 µm (0.0016”) |
Đảm bảo vòng bi chạy chính xác, lệch trục dẫn đến ứng suất dọc trục. |
|
|
7 |
Độ vuông góc |
30 µm (0.0012”) |
Đảm bảo vòng bi chạy chính xác khi lắp ráp, lệch trục dẫn đến ứng suất dọc trục. |
|
|
8 |
Độ song song của Face |
40 µm (0.0019”) |
Đảm bảo vòng bi chạy chính xác khi lắp ráp và không tác dụng ứng suất dọc trục lên trục. |
|
|
9 |
Đường kính vành ngoài |
-20 µm (-0.0009”) |
Đảm bảo vòng bi vừa khít khi lắp ráp và không bị biến dạng. |
|
|
10 |
Độ trụ của vành ngoài |
15 µm (0.0006”) |
Đảm bảo vòng bi vừa khít khi lắp ráp và không bị biến dạng. |
Key: .png) Tự động cập nhật sai số của máy thông qua việc kiểm tra các tính năng được chỉ định.
Tự động cập nhật sai số của máy thông qua việc kiểm tra các tính năng được chỉ định.
Lưu ý: Ngoài phản hồi về các đặc điểm hình học, việc kiểm tra ngoại quan có thể cho biết tình trạng hoạt động của các chi tiết
XEM XÉT QUY TRÌNH
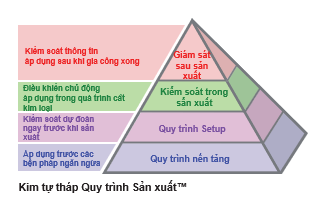
Các kỹ sư của Renishaw đã xem xét các yếu tố chính trong quy trình sản xuất vòng bi bằng cách sử dụng Kim tự tháp Quy trình Sản xuất™ của Renishaw. Kim tự tháp này được sử dụng để xác định và kiểm soát các sai sót có thể xảy ra ở các giai đoạn chính của quy trình gia công.
Đối với quy trình này, các phương pháp để kiểm soát sai sót bao gồm bảo trì và hiệu chuẩn máy, phát hiện hư hỏng dao cụ và đo tại xưởng để kiểm tra và điều chỉnh
Quy trình sản xuất - cơ hội cải tiến
.png)
KẾT QUẢ NỔI BẬT
Các nhà sản xuất vòng bi đã lắp đặt hệ thống máy đo Equator để hợp nhất tất cả các phép đo vào một thiết bị, giúp giảm đáng kể chi phí vận hành. Equator so sánh các chi tiết sản xuất với dữ liệu kiểm tra của chi tiết mẫu. Remastering loại bỏ ảnh hưởng bởi nhiệt độ và đảm bảo hiệu suất độ lặp lại cao trên nền nhiệt độ thay đổi lớn. Kết quả kiểm tra được ghi lại giúp dễ dàng báo cáo, phân tích và phản hồi nhằm cải thiện việc kiểm soát công đoạn.
1. Đo tất cả kích thước trên một thiết bị đo
Với máy đo Equator™, tất cả thao tác đo được thực hiện trên một máy đo, trong thời gian mục tiêu, bao gồm các đặc điểm vị trí và hình dạng hình học. Đo thủ công trước đây chỉ có thể thu thập dữ liệu một điểm và cần thao tác nhiều lần. Quét tốc độ cao trên máy đo Equator, cộng với khả năng đánh giá mọi kích thước trong 'một lần nhấn' nghĩa là mọi chi tiết đều được kiểm tra đầy đủ.Tất cả mười tính năng đều được kiểm soát với thời gian đo là 1 phút 35 giây.
|
# |
Nội dung kiểm tra Tổng thời gian: 1 phút 35 giây |
Dung sai |
Gauge R&R % of tol* |
Gauge R&R range* |
|
1 |
Đường kính Track |
±15 µm (±0.0006”) |
8.9% |
2.2 µm (86.6 µin) |
|
2 |
Độ trụ Track |
15 µm (0.0006”) |
8.1% |
1.6 µm (63 µin) |
|
3 |
Độ đồng tâm Track |
30 µm (0.0012”) |
4.2% |
1.6 µm (63 µin) |
|
4 |
Chiều dầy Track |
±20 µm (±0.0009”) |
9.4% |
2.1 µm (82.7 µin) |
|
5 |
Chiều rộng Shoulder |
+40 µm (+ 0.0019”) |
9.5% |
2.4 µm (94.5 µin) |
|
6 |
Độ phẳng của Face |
50 µm (0.0016”) |
5.5% |
1.6 µm (63 µin) |
|
7 |
Độ vuông góc |
30 µm (0.0012”) |
5.4% |
2.1 µm (82.7 µin) |
|
8 |
Độ song song của Face |
40 µm (0.0019”) |
1.8% |
1.0 µm (39.4 µin) |
|
9 |
Đường kính vành ngoài |
-20 µm (-0.0009”) |
5.2% |
0.6 µm (23.6 µin) |
|
10 |
Độ trụ của vành ngoài |
15 µm (0.0006”) |
9.9% |
2.0 µm (78.7 µin) |
*Type 1 Khả năng đo lặp lại và Khả năng tái sản xuất: 30 lần trên cùng sản phẩm
2. Cải thiện năng suất và chất lượng gia công
Equator cung cấp khả năng bù sai số hoàn toàn tự động bằng phần mềm IPC. Dữ liệu đo kích thước quan trọng bằng Equator được theo dõi liên tục. Khi có bất kỳ bản cập nhật bù dao nào sẽ được gửi đến bộ điều khiển CNC, điều chỉnh gia công các chi tiết tiếp theo để đưa các kích thước trở về giá trị danh nghĩa.
3. Giảm chi phí sản xuất
Equator đang thực hiện tất cả các phép đo cần thiết trên một thiết bị, tiết kiệm chi phí thay vì dùng nhiều đồ gá đo thủ công. Với việc triển khai IPC, độ mòn của dao cụ được theo dõi chính xác, giảm chi phí dao cụ vì đạt được tuổi thọ tối đa. Chi phí cũng đã được cắt giảm bằng cách loại bỏ nhu cầu mang các bộ phận mẫu đến phòng chất lượng để kiểm tra dung sai hình học quan trọng trên CMM. Thời gian lựa chọn chi tiết để đo đã giảm đáng kể khi dùng Equator so với dùng các thiết bị đo thủ công trước đây.
Để được hỗ trợ, liên hệ đại lý Renishaw tại Việt Nam www.v-proud.vn
(84) 896 555 247