

Khi nhắc đến độ chính xác tuyệt đối trong quang học và đo lường công nghiệp, cái tên đầu tiên xuất hiện trong tâm trí các kỹ sư và nhà khoa học trên toàn thế giới chính là ZEISS (Carl Zeiss). Trải qua hơn 175 năm tồn tại và phát triển, từ một xưởng cơ khí chính xác nhỏ bé tại thành phố Jena (Đức) cho đến một tập đoàn công nghệ toàn cầu, ZEISS đã không ngừng định hình lại cách chúng ta nhìn nhận thế giới và kiểm soát chất lượng sản phẩm.

Chỉ trong vòng chưa đầy 24 tiếng kể từ khi Renishaw tung ra teaser đầu tiên về dòng sản phẩm mới mang tên RMP400S, giới kỹ sư đo lường và gia công cơ khí chính xác toàn cầu đã thực sự được một phen xôn xao. Là một kỹ sư Quản lý Chất lượng nhiều năm bám trụ tại xưởng sản xuất, tôi hiểu rằng mỗi khi Renishaw ra mắt một thiết bị mới, đó không chỉ là sự nâng cấp phần cứng đơn thuần, mà là một sự dịch chuyển về triết lý sản xuất.
Gần đây, giới công nghệ đo lường công nghiệp đã được một phen xôn xao khi Renishaw chính thức giới thiệu dòng sản phẩm hoàn toàn mới: Đầu đo RUP60 độ dày bằng sóng siêu âm lắp trực tiếp trên máy công cụ.
Cảm biến đo khoảng cách quang học có ưu điểm đo chính xác, nhanh chóng, và không tiếp xúc, cũng như hỗ trợ tuỳ chọn tích hợp kết quả các phép đo trực tiếp trong quy trình sản xuất, góp phần tăng năng suất sản xuất.
Để luôn đạt được chất lượng đồng đều khi sản xuất nhiều thiết bị hay bộ phận khác nhau, cần phải thường xuyên kiểm tra kết quả trong quy trình sản xuất qua các phương pháp đo. Bước kiểm tra này thường được thực hiện theo nhiều cách: kiểm tra ngoài cho quy trình đang thực hiện bằng cách lấy đều đặn các thiết bị riêng lẻ và kiểm tra chúng bằng các dụng cụ đo cơ hoặc quang học phù hợp; hoặc qua các trạm đo tích hợp trong quy trình – các trạm đo này thường có các hệ thống lấy mẫu cơ học hoặc các thiết bị kiểm tra không phá huỷ khác. Trong đó, cảm biến đo quang học chính là lựa chọn lý tưởng tích hợp trong quy trình sản xuất.
Loại cảm biến này có thể đo chính xác, nhanh chóng, và không tiếp xúc, cũng như hỗ trợ tuỳ chọn tích hợp kết quả các phép đo trực tiếp trong quy trình sản xuất, góp phần tăng năng suất sản xuất. Điều này giúp quy trình sản xuất diễn ra nhanh hơn, đảm bảo chất lượng đạt được cao, nhất quán, và không cần tiếp xúc cơ học với vật thể hay làm hỏng vật thể. Các cảm biến quang học cho kết quả có độ chính xác cực cao kể cả khi đo vật thể siêu nhỏ.
Các công nghệ dùng để tạo cảm biến đo quang học chính xác thông dụng nhất gồm có:
Nguyên lý Tam giác Laser
Tam giác Laser là phương pháp đo khoảng cách một hay nhiều kích thước rút ra từ phép tính góc. Cảm biến phóng ánh sáng laser lên đối tượng đo. Tia phản xạ sẽ được tập trung qua ống kính quang học tới một vị trí cụ thể trên thiết bị cảm nhận nhạy với vị trí, tuỳ theo khoảng cách đo. Khoảng cách tới đối tượng đo được xác định theo lưới tam giác của nguồn sáng, điểm đo trên đối tượng đo, và hình ảnh ánh sáng trên bộ nhận. Hiện có nhiều loại cảm biến với nhiều loại kích thước điểm sáng khác nhau. Tốt hơn nên sử dụng các điểm sáng nhỏ cho các đối tượng đo rất nhỏ, và cảm biến với điểm sáng lớn hơn cho các bề mặt nhám.
Nguyên lý hoạt động tương tự cũng được áp dụng cho các cảm biến không chỉ dùng điểm sáng mà còn cả tia laser, kết hợp với bộ nhận ma trận CMOS. Trong trường hợp này, có thể phát hiện và đánh giá trực tiếp biên dạng mà không cần di chuyển đối tượng đo.
Nguyên lý đo Chromatic-Confocal và đo giao thoa
Các cảm biến đo Chromatic-Confocal sử dụng nguồn sáng trắng với phổ sáng hướng tới đầu đo qua các sợi quang học. Cảm biến đo khoảng cách OC Sharp của SICK hỗ trợ hai phương pháp đo khác nhau.
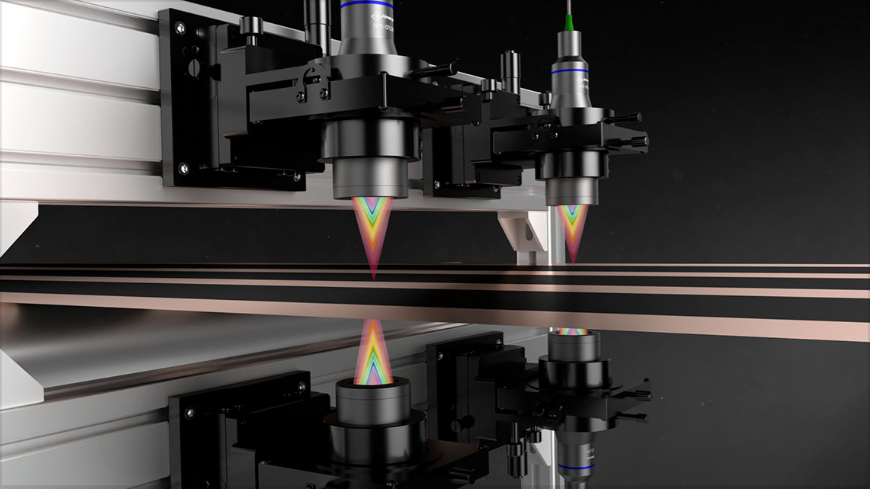
Hệ thống lens tích hợp trong đầu đo được thiết kế sao cho các bước sóng riêng lẻ đều được gán với một khoảng cách khác nhau. OC Sharp tận dụng quang sai – thường là hiệu ứng không mong muốn. Mỗi bước sóng hội tụ ở một khoảng khác nhau, phản chiếu lên bề mặt, và bước sóng phản chiếu sẽ được đánh giá trong quang phổ kế. Bước sóng được xác định lần lượt được gán với một giá trị khoảng cách cụ thể.
Như với nhiều loại cảm biến hoạt động theo nguyên lý Tam giác laser, ta cũng có thể tính các bước sóng phản chiếu trong trường hợp này, qua đó xác định độ dày tương đối của nguyên vật liệu cho các đối tượng đo trong suốt có một hoặc nhiều lớp.
Phương pháp đo giao thoa
Phương pháp đo giao thoa áp dụng hiệu ứng giao thoa vật lý lên các lớp mỏng. Chúng ta đã quá quen với hiệu ứng này qua những vũng nước lấp lánh màu sắc, do có lớp màng dầu mỏng manh, hay từ bong bóng xà phòng. Các bước sóng ánh sáng khác nhau sẽ yếu đi hay mạnh lên tuỳ theo độ dày cụ thể của nguyên vật liệu. Phép biến đổi nhanh Fourier thường được dùng để đánh giá quang phổ của các lớp tìm được. Khác với phương pháp đo Chromatic-confocal, ở đây ta không thể đánh giá khoảng cách tuyệt đối, mà chỉ xác định độ dày của các lớp.
Ưu điểm chính của phương pháp đo giao thoa so với nguyên lý tam giác laser là:
Thách thức
Lý do nên sử dụng thiết bị đo quang học:
Khi chuyển sang dùng thiết bị đo quang học, thách thức cần phải đối mặt đôi khi là làm sao để đạt được kết quả tương đương với kết quả đạt được khi sử dụng thiết bị cơ học.
Do thiết bị đo cơ học và quang học có cách hoạt đông khác nhau, cần xét đến các yếu tố sau:
Quy trình đổi từ thiết bị đo cơ học sang thiết bị đo quang học có thể khá tốn kém và hao tốn nhân lực; tuy nhiên, điều này hoàn toàn xứng đáng khi xét đến lợi thế lâu dài như tiết kiệm chi phí, tăng năng suất, không tạo ra tác động cơ học lên đối tượng đo, và cải thiện chất lượng trong từng bước xử lý.
Cập nhật thêm kiến thức về quản lý chất lượng qua tạp chí Quality Mastery: https://qualitymastery.v-proud.vn/
Tham khảo các giải pháp quản lý chất lượng tại website: v-proud.vn/sanpham và Doluongcongnghiep.vn
Nguồn: sick
(84) 896 555 247