
Đã bao giờ bạn tự hỏi, việc sản xuất cũng như nghiên cứu một sản phẩm mới lại tiêu tốn quá nhiều thời gian? Khám phá cách tay đo máy quét 3D Kreon tối ưu hóa quy trình thiết kế, thiết kế ngược, phân tích mô phỏng và đánh giá nguyên mẫu trong các dự án R&D.

Tìm hiểu kỹ thuật kiểm tra so sánh kết quả gia công các sản phẩm thực tế với bản thiết thiết kế ban đầu, bản vẽ CAD qua bản đồ màu. Quy trình 6 bước sử dụng máy quét 3D Kreon để đánh giá sự phù hợp và sai lệch của chi tiết thực tế.

Trong bối cảnh sản xuất công nghiệp, bảo trì đề cập đến các hoạt động và quy trình được thực hiện để bảo tồn, sửa chữa và cải thiện thiết bị, cơ sở hạ tầng và hệ thống nhằm duy trì hoạt động tối ưu của chúng. Mục tiêu tối thượng của việc bảo trì là đảm bảo tính sẵn sàng của tài sản, tối ưu hóa tuổi thọ, giảm chi phí vận hành, cải thiện độ an toàn và nâng cao hiệu suất.
Tiêu chuẩn ISO 10360-8 là một tiêu chuẩn giúp dễ dàng so sánh các máy quét 3D dùng trong đo lường. Bằng cách tiêu chuẩn hóa các bài kiểm tra cho tất cả các nhà sản xuất, ISO 10360-8 đảm bảo tính nhất quán, rõ ràng và do đó tạo ra sự tin cậy vào các thông số kỹ thuật của máy quét.
Tổng quan về tiêu chuẩn ISO 10360-8 Việc có được sự tin tưởng tuyệt đối vào một thiết bị đo lường khi xử lý các quy trình quản lý chất lượng trong môi trường công nghiệp là điều thiết yếu. Một máy quét với các thông số kỹ thuật tốt và giới hạn được xác định rõ ràng sẽ được ứng dụng tốt hơn và mang lại kết quả nhất quán cho các công việc liên quan. Bằng cách tiêu chuẩn hóa các bài kiểm tra cho tất cả các nhà sản xuất, ISO 10360-8 đảm bảo tính nhất quán, rõ ràng và do đó tạo ra sự tin cậy vào các thông số kỹ thuật của máy quét.
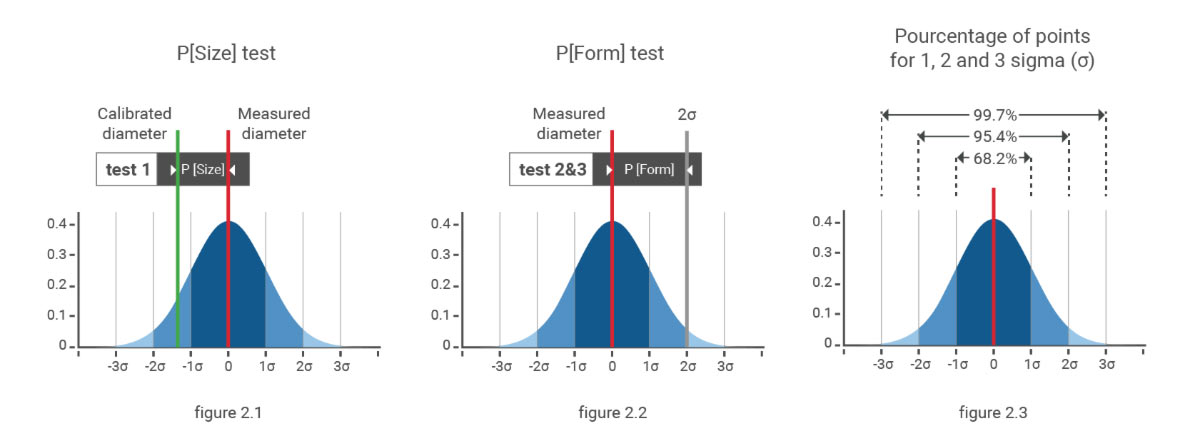
Dấu chấm hết cho những thông số kỹ thuật mập mờ? Trước đây, mỗi nhà sản xuất thường sử dụng các bài kiểm tra phô diễn tốt nhất những ưu điểm trên sản phẩm của họ. Ví dụ nổi bật nhất là thông số về sai số hình dáng (form deviation) trong các phép đo bằng máy quét. Hãy thử so sánh hai máy quét có sai số hình dáng lần lượt là 15 µm và 18 µm. Thoạt nhìn, máy quét đầu tiên có vẻ tốt hơn, ngoại trừ việc sai số hình dáng của nó được thể hiện ở mức 1 sigma (1 σ), trong khi máy thứ hai là ở mức 2 sigma (2 σ). Điều đó có nghĩa là kết quả đầu tiên chỉ tính đến 68% số điểm chính xác nhất, chứ không phải 95% như máy thứ hai.
Trên thực tế, rất có khả năng máy quét thứ hai mới là thiết bị hoạt động tốt hơn. Trong khi một người quan sát sắc sảo có thể nhận ra "chiêu trò" này, thì các bài kiểm tra đặc thù do chính các nhà sản xuất tự tạo ra có thể khiến việc so sánh giữa các sản phẩm trở nên gần như bất khả thi.
Những công nghệ quét 3D nào thuộc phạm vi của ISO 10360-8? Tiêu chuẩn này giải quyết một loạt các công nghệ, do đó hiệu suất của các hệ thống rất khác nhau có thể được mang ra so sánh. Các nguyên lý đo lường điển hình liên quan là phép đạc tam giác (triangulation) và phép đo khoảng cách đồng trục (coaxial distance measurement). Nguyên lý đầu tiên bao gồm công nghệ chiếu vạch cấu trúc (structured line projection), kỹ thuật Moiré, chiếu rãnh sáng (slit light projection), quét điểm (point scanning), v.v., và nguyên lý thứ hai bao gồm các hệ thống đo giao thoa (interferometry) và hệ thống đồng tiêu (confocal systems).
Cách thức thực hiện các bài kiểm tra? Vì các máy quét của Kreon sử dụng nguyên lý tam giác lượng laser (laser triangulation), việc kiểm tra theo tiêu chuẩn ISO 10360-8 yêu cầu chúng phải được di chuyển theo một đường thẳng sử dụng máy đo tọa độ (CMM). Có rất nhiều bài kiểm tra được định nghĩa, mà trong nhiều trường hợp, chúng cung cấp những đánh giá tốt về thông số hiệu suất của cả máy CMM lẫn máy quét. Các bài kiểm tra dành cho máy quét xác định các lỗi sau: nhiễu (noise), lỗi số hóa (digitisation error), méo hình ảnh (image distortion), tương tác quang học với bề mặt mẫu, lỗi tiêu chuẩn hóa, thuật toán không chính xác. Phân tích dưới đây dựa trên ba bài kiểm tra thiết yếu được Kreon sử dụng.
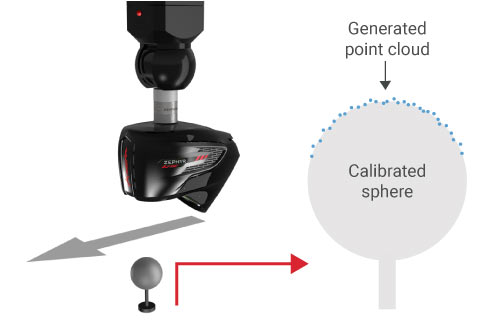
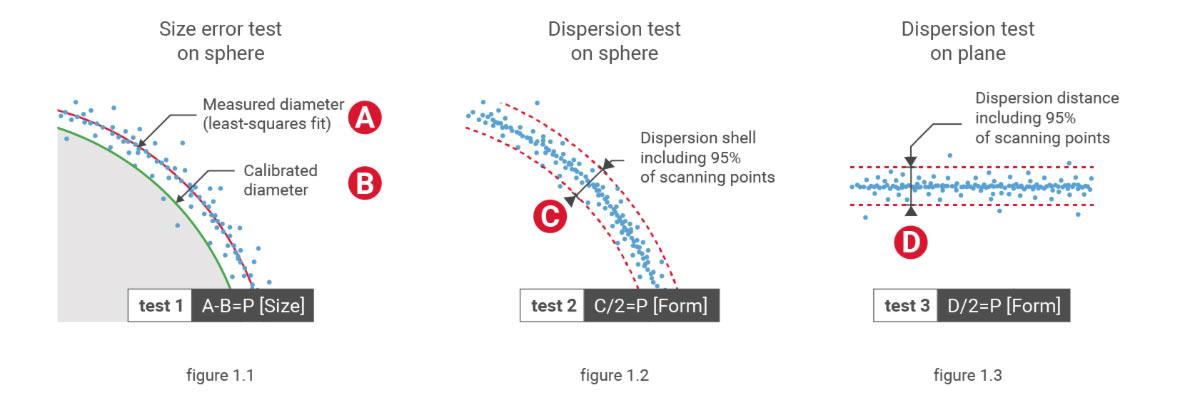
Bài kiểm tra 1: Sai số cho phép lớn nhất đối với sai số kích thước đo chạm – Tất cả MPE (P[Size.Sph.All:Tr:ODS]) Bài kiểm tra này xác định sai số quét khi đo đạc một kích thước. Được thực hiện trên một quả cầu chuẩn (calibrated sphere), bài kiểm tra chỉ ra sự chênh lệch giữa đường kính do máy quét đo được (suy ra bằng phương pháp bình phương tối thiểu - least squares method - từ tất cả các điểm được quét) và đường kính thực tế của quả cầu chuẩn. Kết quả càng gần 0, máy quét càng chính xác khi đo kích thước của các đặc tính hình học.
Cách tiến hành: Quét quả cầu chuẩn. Từ tất cả các điểm được tạo ra, tính Đường kính đo được (Measured diameter) bằng phương pháp bình phương tối thiểu. Thực hiện phép trừ: Đường kính đo được – Đường kính hiệu chuẩn = Kết quả bài kiểm tra.
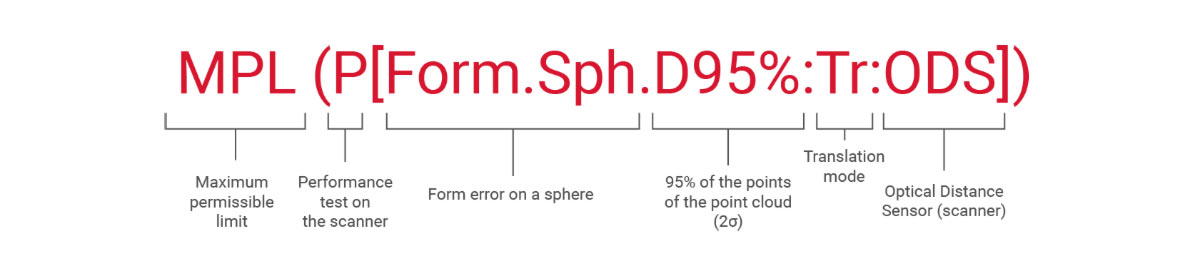
Bài kiểm tra 2: Giới hạn phân tán cho phép lớn nhất khi đo chạm trên quả cầu MPL (P[Form.Sph.D95%:Tr:ODS]) Bài kiểm tra này xác định sự phân bố của các điểm trên một bề mặt được quét. Nó có thể được sử dụng để đánh giá độ nhiễu đo lường (measurement noise). Được thực hiện trên một quả cầu chuẩn, phần mềm sẽ vẽ ra một "lớp vỏ" bao quanh quả cầu, bao phủ 95% số điểm quét (tương đương 2 σ). Để ra được kết quả bài kiểm tra, độ dày của lớp vỏ này sẽ được chia đôi vì nó được thể hiện ở mức +/-2 σ. Giá trị càng gần 0, đám mây điểm càng ít bị nhiễu.
Cách tiến hành: Quét quả cầu chuẩn. Tính toán chiều rộng của một lớp vỏ cầu chứa 95% các điểm được tạo ra. Lấy 1/2 Độ dày = Kết quả bài kiểm tra.
Bài kiểm tra 3: Giới hạn phân tán cho phép lớn nhất khi đo chạm trên mặt phẳng MPL (P[Form.Pla.D95%:Tr:ODS]) Bài kiểm tra này bổ sung cho bài kiểm tra trước đó trong khi vẫn áp dụng các nguyên lý tương tự. Tại đây, đường tia laser (laser line) được kiểm tra một cách toàn diện chứ không chỉ một phần như trên quả cầu. Độ nhiễu đo lường được xác định dựa trên một mặt phẳng thay vì quả cầu. Bài kiểm tra bao phủ 95% số điểm được quét nằm giữa hai mặt phẳng song song. Để ra kết quả kiểm tra, khoảng cách giữa hai mặt phẳng này được chia cho hai vì nó được thể hiện ở mức +/-2 σ. Giá trị càng gần 0, đám mây điểm càng ít bị nhiễu.
Cách tiến hành: Quét mặt phẳng. Tính khoảng cách tối thiểu giữa hai mặt phẳng chứa 95% các điểm được tạo ra. Lấy 1/2 Khoảng cách = Kết quả bài kiểm tra.
P hay E?
P = Performance (Hiệu suất): Chữ P đề cập đến thông số hiệu suất của máy quét, ví dụ như giá trị phân tán của đám mây điểm.
E = Error (Sai số): Chữ E đề cập đến một sai số đo lường, ví dụ như sai số về kích thước của một quả cầu.
MPL hay MPE? Một thông số kỹ thuật Giới hạn cho phép lớn nhất (MPL - Maximum permissible limit) được sử dụng thay cho Sai số cho phép lớn nhất (MPE - Maximum permissible error) khi các phép đo kiểm tra không phải là đánh giá sai số; do đó, việc kiểm tra thông số MPL không yêu cầu phải sử dụng các vật mẫu (artefacts) có chứng nhận hiệu chuẩn. Các giá trị MPL và MPE, như được nhà sản xuất công bố, đảm bảo rằng hệ thống hoạt động tốt hơn các giá trị tối đa cho phép.
Tại sao không thực hiện bài kiểm tra LDia? Bài kiểm tra LDia xác định hiệu suất của các máy đo CMM được trang bị đầu quay (rotating head). Nó đo một quả cầu bằng cách sử dụng máy quét được định vị ở 5 hướng khác nhau. Vì kết hợp cả sai số của bản thân máy CMM và sai số của đầu quay (ví dụ như cụm PH10), nó thuộc nhóm các bài kiểm tra tập trung vào lỗi của các hệ thống khớp nối đa trục, thay vì lỗi của chính máy quét. Đó là lý do tại sao tại Kreon, chúng tôi không đưa kết quả này vào trong thông số kỹ thuật máy quét của mình. Tuy nhiên, khi cấu hình một máy CMM kết hợp với máy quét, bài kiểm tra này có thể hữu ích để xác minh cụ thể các độ không đảm bảo đo liên quan đến loại đầu chia độ đa hướng này.
Tại sao không kiểm tra các phép đo chiều dài? Các bài kiểm tra đo chiều dài liên quan đến sự di chuyển rất lớn của máy CMM, đặt chúng vào danh mục các bài kiểm tra cần được thực hiện khi đánh giá máy CMM chứ không phải dành riêng cho máy quét.
Có phải một số bài kiểm tra là không liên quan? Có rất nhiều bài kiểm tra được dựa trên sự cắt giảm đám mây điểm đi rất nhiều, chỉ giữ lại ít nhất khoảng 25 điểm. Trong số một vài phương pháp có sẵn để chọn lọc các điểm này, cách đơn giản nhất bao gồm việc chọn ra một điểm duy nhất trong mỗi khu vực của 25 khu vực được phân bổ đồng đều. Quy trình đó giúp dễ dàng lấy ra được 25 điểm "đẹp nhất", đảm bảo có được các kết quả xuất sắc nhưng lại hoàn toàn không phản ánh đúng hiệu suất thực tế của máy quét trong điều kiện sử dụng bình thường.
Kết luận Đặc biệt phù hợp cho các máy quét được gắn trên CMM, tiêu chuẩn ISO 10360-8 mang lại các thông số kỹ thuật đáng tin cậy cho đa dạng các loại máy quét sử dụng nhiều công nghệ khác nhau. Sự áp dụng ngày càng tăng của tiêu chuẩn này là một trợ lực to lớn trong việc giúp các dữ liệu hiệu suất của máy quét trên thị trường trở nên dễ hiểu hơn.
Những người mua, chuyên gia đo lường và kỹ sư giờ đây đã có thể nhìn nhận được bức tranh thực tế về dòng sản phẩm đang không ngừng mở rộng này. Để ủng hộ nỗ lực hướng tới sự minh bạch và rõ ràng đó, Kreon đã cam kết dựa trên tiêu chuẩn ISO 10360-8 cho tất cả các thông số kỹ thuật máy quét mới của mình kể từ năm 2016.
nguồn bài viết: Kreon Technology

Cập nhật thêm thông tin về sản phẩm Tay đo di động PCMM của Kreon tại: https://v-proud.vn/tay-do-3d-di-dong-kreon.html
Đọc thêm:
(84) 896 555 247